
Položite glavu cilindra na radni stol s dva komada drveta ispod.
Očistite sve ventile od naslaga ugljika.

Nanesite grubu pastu od karborunda na kosinu sjedišta ventila.
Stezanjem ventila u instrumentu, pritisnite disk ventila na sjedište, povremeno podižući ventil za preraspodjelu paste.
Ugradite ventil u čahuru za vođenje i pritisnite disk ventila na sjedište.
Mjerite od sjedala (posuđe) opruge ventila do kraja stabla ventila. Ako izmjerena vrijednost premašuje traženu vrijednost, zamijenite sjedište ventila. Za ovo:
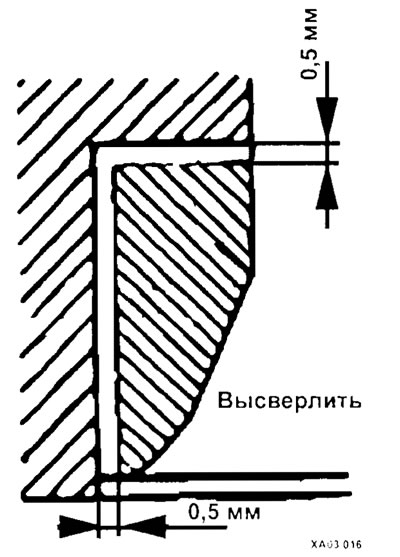
Izbušite sjedište ventila, ostavljajući stijenke sjedišta debljine 0,5-1 mm.
Pritisnite sjedište ventila.
Izbušite utičnicu za ugradnju sedla veličine za popravak (D+0,3 mm), gdje je D promjer rupe starog sjedišta.
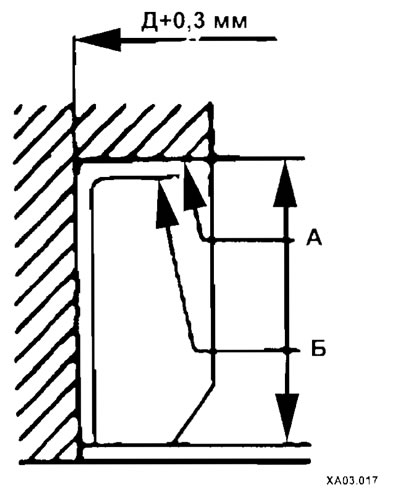
A - površina nove rupe;
B - površina stare rupe.
Nakon zagrijavanja glave cilindra na 250°C ili nakon hlađenja sjedala, utisnite sjedala u glavu motora.
Namjestite sjedište ventila na potrebne dimenzije.
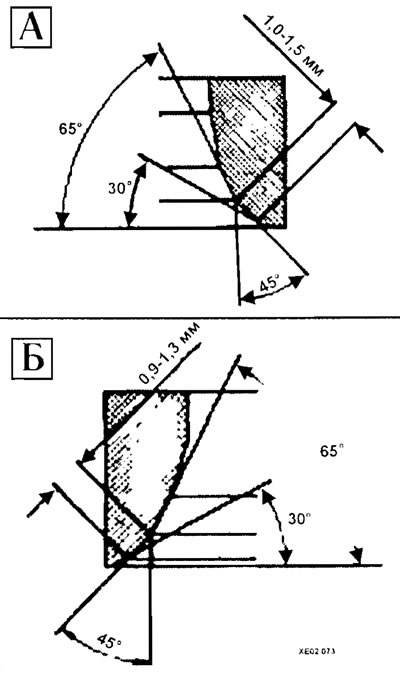
Veličine sedla (A) - matura i (B) - ulazni ventili
Alat za lepljenje ventila sa steznom čahurom
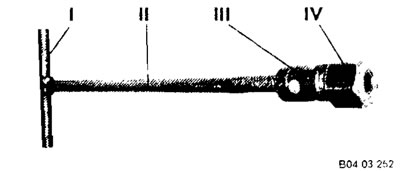
Opći pogled na uređaj
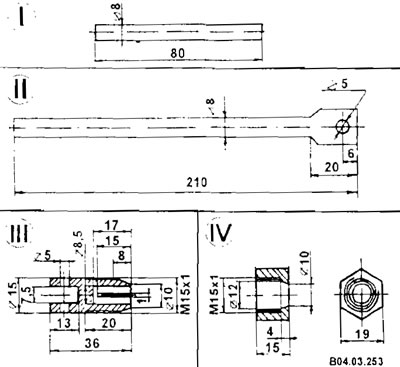
Detalj učvršćenja
Alat za lepljenje ventila, koji možete sami napraviti

Opći pogled na uređaj
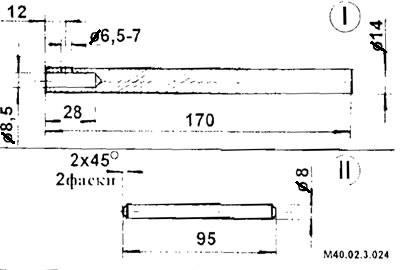
Detalj učvršćenja
Kada se na ventilu i sjedištu pojavi mutna crta, isperite ostatke paste i ponovite isti postupak s finom karborund pastom.
Kada se na ventilu i sjedištu pojavi neprekidni svijetlosivi mat prsten širine 1,1-1,4 mm, prelijevanje je završeno.

Za brušenje radnih kosina ventila može se koristiti stroj za brušenje. Da biste to učinili, potrebno je ugraditi ventil na brusilicu i fiksirati pomični nosač tako da se dobije potreban kut skošenja.
Pažljivo očistite sve tragove abraziva, posebno pazeći da ne dospije u vodilice ventila. Ventile i sjedišta ventila obrišite krpom namočenom u petrolej, zatim čistom krpom i na kraju po mogućnosti propuhajte komprimiranim zrakom.
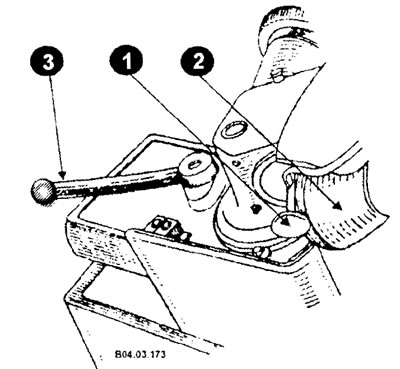
1 - ventil;
2 - brusni kotač;
3 - poluga.