
Шатуны і каленчаты вал
1. Праверце восевы зазор шатуна. Выкарыстоўваючы набор мацаў, вымерайце восевы зазор, перамяшчаючы шатун наперад/назад.
Заўвага:
- Стандартная велічыня зазор: 0.1 - 0.25 мм.
- Лімітава дапушчальная велічыня: 0.35 мм.
Заўвага:
- Калі восевы зазор шатуна перавышае лімітава - дапушчальнае значэнне, неабходна замяніць яго новым.
- Калі пасля ўсталёўкі новага шатуна восевы зазор перавышае лімітава - дапушчальнае значэнне, неабходна замяніць каленчаты вал у зборы.
2. Вымерайце зазор у шатун падшыпніках.
Вырабіце ўсталявальныя пазнакі на шатун і шатуннае вечка, для правільнай усталёўкі.
Адкруціце два ніта мацавання шатуннага вечка.
Зніміце шатуннае вечка разам з укладышам падшыпніка.
Ачысціце і прамыйце ўкладыш і шатунную шыйку каленчатага вала.
Пакладзяце адмысловы пластыкавы калібр на шатунную шыйку ўздоўж восі каленчатага вала.
Усталюеце шатуннае вечка і зацягніце ніты мацавання момантам зацяжкі (17,7 - 21,6 Нм) + Давярніце на 88-92°.
Увага. Не пракручвайце каленчаты вал.
Адкруціце ніты мацавання і зніміце вечка шатуна.
Вымерайце таўшчыню пластыкавага калібру (шкала прыкладаецца да набору).
Нататка: Стандартная велічыня зазору ў падшыпніках 0.031-0.045 мм.
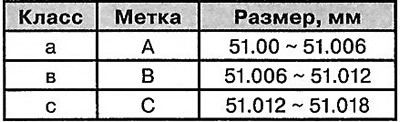
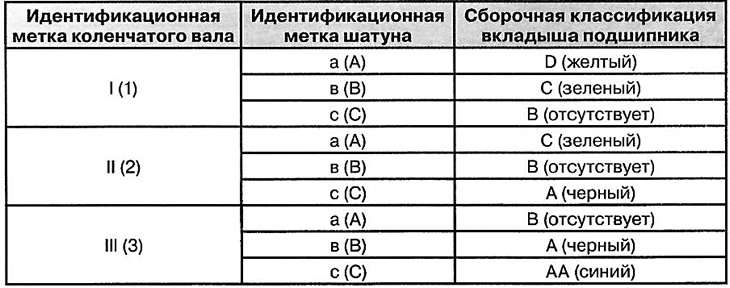
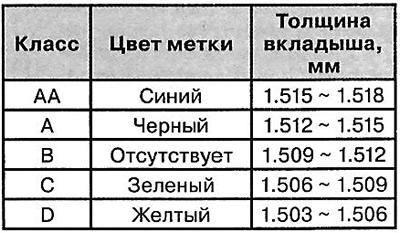
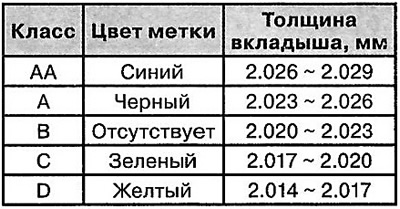
Калі пластыкавы калібр пасля зняцця занадта шырокі або занадта тонкі, неабходна выняць верхні ўкладыш і ўсталяваць новы. Затым паспрабуйце вымярэнне зазору ў падшыпніку. Падбіраць укладыш неабходна па колеры маркіроўкі (гл. табліцу ніжэй).
Увага. Не падкладайце шайбу і не драпайце паверхню ўкладыша для рэгулявання зазору.
Калі зазор у падшыпніку па-ранейшаму занадта вялікі ці малы, неабходна ўсталяваць наступны ўкладыш і паўтарыць вымярэнне.
Заўвага: Калі падборам укладышаў зазор у падшыпніках адрэгуляваць немагчыма, неабходна замяніць каленчаты вал у зборы і паўтарыць рэгуляванне.
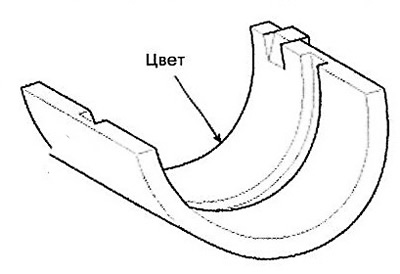
Увага.
- Калі на ўкладышы з-за нагару не відаць ідэнтыфікацыйнай пазнакі, неабходна яго прамыць у растваральніку. Забараняецца чысціць укладыш скрабком ці металічнай шчоткай.
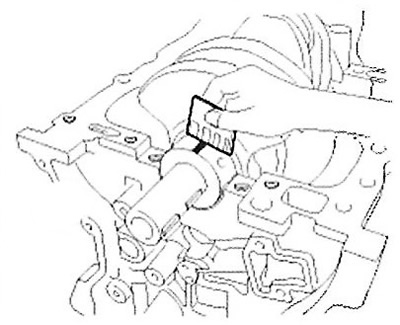
- Ніжэй паказана месцазнаходжанне ідэнтыфікацыйнай пазнакі шатуна.
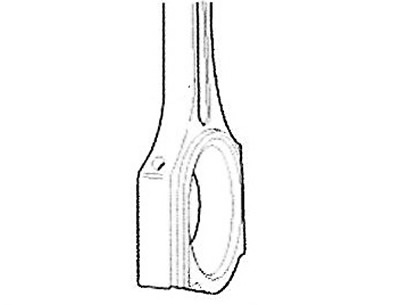
Памеры шатуна
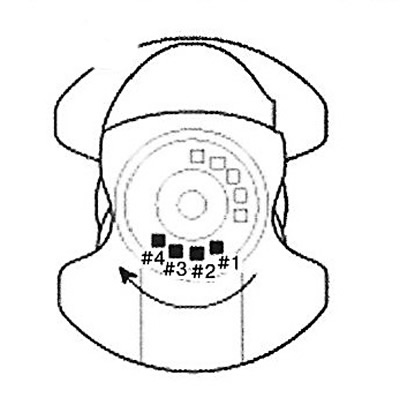
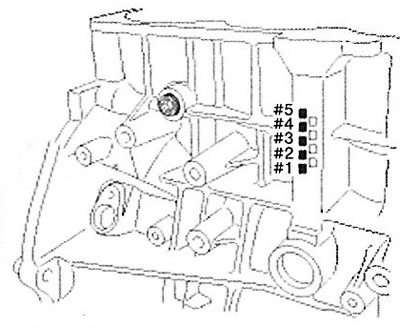
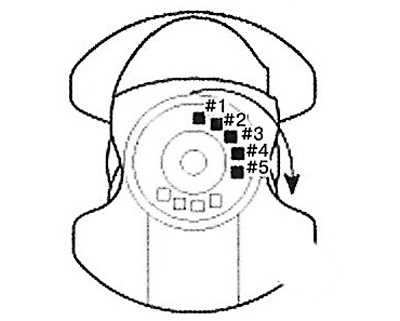
Размяшчэнне ідэнтыфікацыйнай пазнакі каленчатага вала.
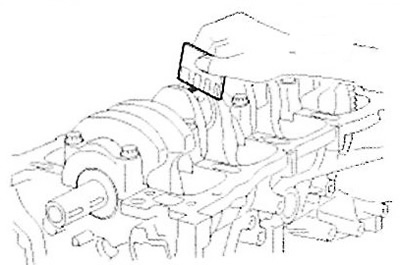
Заўвага: Чытайце парадак размяшчэння метак згодна са стрэлкай на малюнку ніжэй.
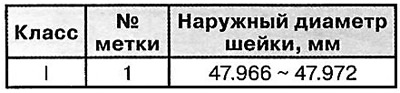
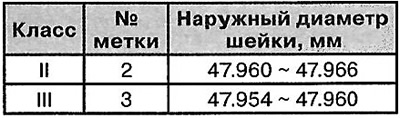
Памеры каленчатага вала
Падбор укладышаў
3. Вымерайце зазор у падшыпніках каленчатага вала. Для гэтага:
Адкруціце ніты мацавання і зніміце вечкі карэнных апор разам з укладышамі падшыпнікаў.
Ачысціце ўсе карэнныя апоры і ўкладышы падшыпнікаў.
Абкладзеце на кожную карэнную шыйку каленчатага вала спецыяльны пластыкавы калібр.
Усталюеце ўсе вечкі карэнных апор і зацягніце ніты мацавання з момантам зацяжкі 14,7 Н'М+ (27,5-31,4 Нм) + Давярніце на 120-125°.
Увага. Не пракручвайце каленчаты вал.
Зноў зніміце вечка і падшыпнік, вымерайце таўшчыню пластыкавага калібра (шкала прыкладаецца да набору).
Заўвага: Стандартная велічыня: 0.020 – 0.038 мм.
Размяшчэнне ідэнтыфікацыйных пазнак на ўкладышы падшыпніка шатуна
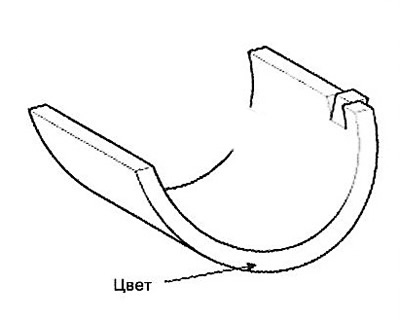
Памеры ўкладыша
 |  |
Калі велічыня вымярэнняў занадта вялікая ці маленькая, зніміце верхні ўкладыш падшыпніка, усталюеце новы, падбярыце па колеры пазнакі падшыпнік, пераправерце зазор.
Увага. Не шліфуйце і не драпайце падшыпнікі ці вечкі, каб адрэгуляваць зазор.
Калі прыбор паказвае, што зазор па-ранейшаму не стандартны, паспрабуйце ўсталяваць большы ці меншы падшыпнік і праверце зазор зноў.
Заўвага: Калі падборам укладышаў зазор у падшыпніках адрэгуляваць немагчыма, неабходна замяніць каленчаты вал у зборы і паўтарыць рэгуляванне.
Увага. Калі на ўкладышы з-за нагару не відаць ідэнтыфікацыйнай пазнакі, неабходна яго прамыць у растваральніку. Забараняецца чысціць укладыш скрабком ці металічнай шчоткай.
Заўвага:
- Пры ўсталёўцы, пераканайцеся ў тым, што нумар, паказаны на шатуне і яго вечку адпавядае нумару цыліндру. Пры ўсталёўцы новага шатуна пераканаецеся ў тым, што выступы для фіксавання ўкладыша супадаюць з выбаркамі на ўкладышы.
- Заменіце шатун у зборы, пры пашкоджанні яго бакавой паверхні. Таксама, заменіце шатун пры падвышаным зносе яго працоўных частак.
Выкарыстоўваючы спецыяльнае абсталяванне, вымерайце выгіб і скручванне шатуна. Выд-ць «Monolith»
Заўвага:
- Дапушчальная велічыня выгібу шатуна: 0.05 мм/100 мм ці менш.
- Дапушчальная велічыня скручвання шатуна: 0.1 мм/100 мм ці менш.
- Пры перавышэнні дапушчальных велічынь выгібу і скручванні, неабходна замяніць шатун у зборы.
- Размяшчэнне пазнак якія характарызуюць унутраны дыяметр карэнных апор каленчатага вала.
Блок цыліндраў
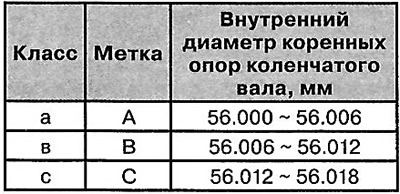
Размяшчэнне пазнак на каленчатым вале
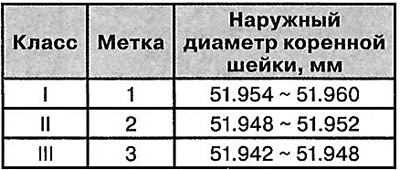
Памеры каленчатага вала (карэнныя шыйкі)
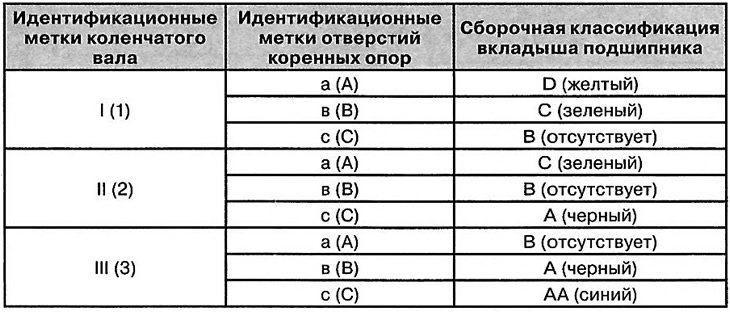
Падбор укладышаў карэнных апор
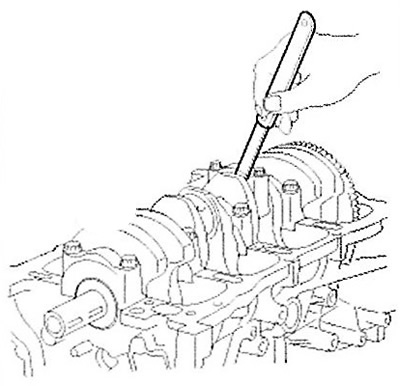
Праверце восевы зазор каленчатага вала. Выкарыстоўваючы індыкатар гадзіннікавага тыпу, вымерайце восевы зазор каленчатага вала, перамяшчаючы яго адвёрткай наперад/назад.
Нататка: Стандартная велічыня восевага зазору: 0.07 - 0.25 мм.
Лімітава дапушчальная велічыня: 0.30 мм.
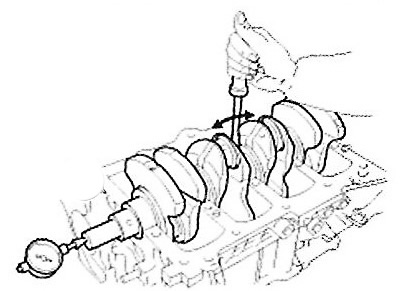
Калі велічыня восевага зазору перавышае дапушчальную мяжу, неабходна замяніць упартыя падшыпнікі.
Заўвага:
- Таўшчыня зацятых падшыпнікаў: 1.925-1.965 мм.
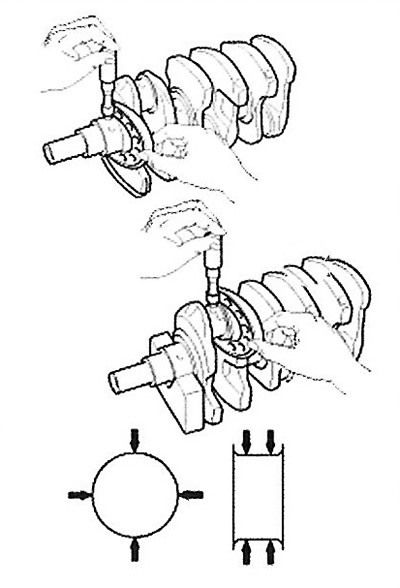
- Выкарыстоўваючы мікраметр, вымерайце вонкавы дыяметр карэнных і шатунных шыек каленчатага вала.
Размяшчэнне ідэнтыфікацыйных пазнак на ўкладышы карэннай апоры
Памеры ўкладышаў карэнных апор
Заўвага:
- Дыяметр карэнных шыек каленчатага вала: 51.942-51.960 мм.
- Дыяметр шатунных шыек каленчатага вала: 47.954-47.972 мм.
Вымярэнне выконвайце ў дзвюх узаемна перпендыкулярных плоскасцях, як паказана на малюнку.
Блок цыліндраў
1. Выдаліце з паверхні раздыма блока цыліндраў з галоўкай рэшткі герметыка, выкарыстоўваючы скрабок.
2. Выкарыстоўваючы мяккую шчотку і растваральнік, ачысціце блок цыліндраў,
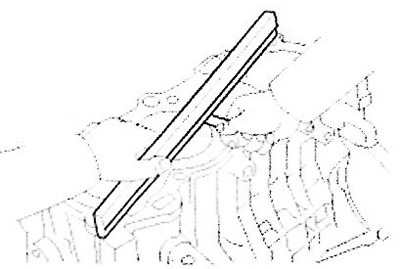
3. Выкарыстоўваючы адмысловую лінейку і набор мацаў, вымерайце няплоскаснасць паверхні раздыма блока цыліндраў з галоўкай.
Заўвага: Стандартная велічыня не-плоскасцевае: менш за 0.05 мм.
4. Візуальна праверце люстэрка цыліндру на наяўнасць глыбокіх драпін і задиров. Пры выяўленні дэфектаў, заменіце блок цыліндраў у зборы.
5. Выкарыстоўваючы нутрамер, вымерайце ўнутраны дыяметр цыліндраў у дзвюх перпендыкулярных плоскасцях у трох месцах.
Заўвага:
Стандартная велічыня ўнутранага дыяметра:
- 2.0 л: 86.00-86.03 мм.
- 2.4 л: 88.00-88.03 мм.
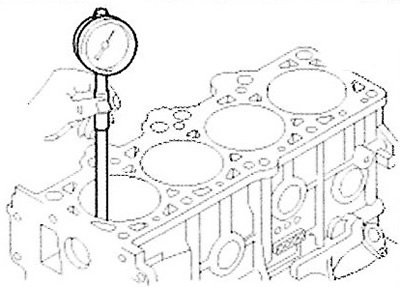
Заўвага: Месца вымярэнняў (ад ніжняй часткі блока цыліндраў): 110.7 мм/160 мм/210 мм.
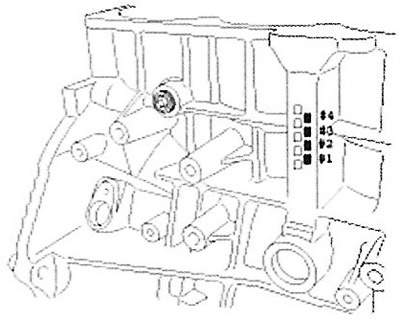
6. Праверце на ніжняй частцы блока цыліндраў код памеру цыліндра.

7. Праверце код памеру поршня (А), на яго дно (паказана на малюнку).
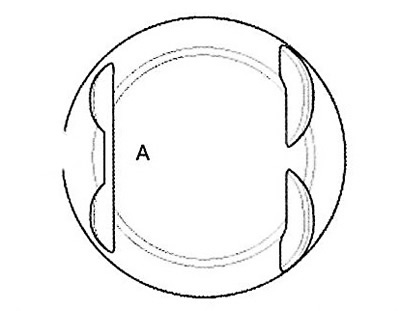

8. Падбярыце поршань у адносінах да ўнутранага дыяметра блока цыліндраў. Зазор паміж поршнем і цыліндрам павінен складаць 0.015 -0.035 мм.
Поршні і поршневыя кольцы
1. Ачысціце поршневыя кольцы.
Выкарыстоўваючы спецыяльны скрабок, выдаліце з паверхні кольцаў нагар.
Выкарыстоўваючы адмысловую прыладу або паламанае кольца, ачысціце выбаркі пад кольцы ў поршні.
Выкарыстоўваючы растваральнік і шчотку прамыйце і ачысціце поршань.
Заўвага: Пры ачыстцы не выкарыстоўвайце шчотку з металічным шчаціннем.
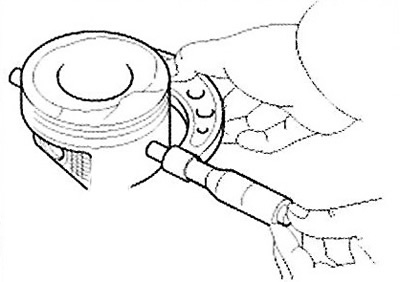
2. Выкарыстоўваючы мікраметр, вымерайце вонкавы дыяметр поршня ў плоскасці папярочнай восі поршневага пальца і на адлегласці 14 мм ад дна, як паказана на малюнку.
Заўвага:
Стандартны дыяметр поршня:
- 2,0 л: 85.975-86.005 мм.
- 2,4 л: 87.975-88.005 мм.
3. Рознасць паміж вонкавым дыяметрам поршня і ўнутраным дыяметрам цыліндру - зазор.
Заўвага: Стандартнае значэнне: 0.015-0.035 мм.
4. Вымерайце бакавы зазор поршневых кольцаў.
Выкарыстоўваючы набор мацаў, вымерайце зазор паміж новымі поршневымі кольцамі і выбаркай у поршні.
Заўвага:
- Стандартная велічыня бакавога зазору: 0.05-0.08 мм (кампрэсійнае №1), 0.04 - 0.08 мм (кампрэсійнае №2) і 0.06 - 0.15 мм (маслаздымнае).
- Лімітава дапушчальная велічыня бакавога зазору: 0.1 мм (кампрэсійнае №1), 0.1 мм (кампрэсійнае №2) і 0.2 мм (маслаздымнае).
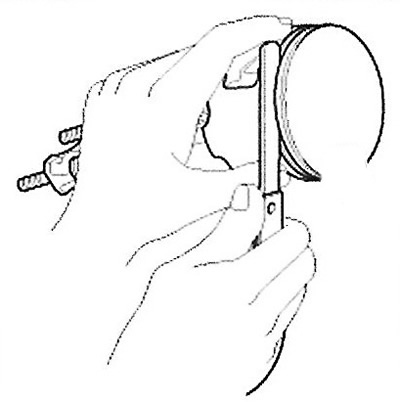
Заўвага: Калі зазор поршневых кольцаў перавышае дапушчальную велічыню, неабходна замяніць поршань у зборы.
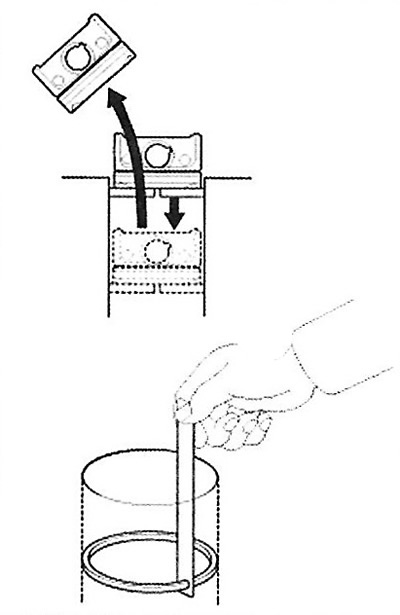
5. Праверце зазор у замках поршневых кольцаў. Для гэтага:
Усталюеце поршневае кольца ў цыліндр. Затым, перамесціце кольца ўнутр цыліндру, выкарыстоўваючы поршань, як паказана на малюнку. Вымерайце зазор у замку, выкарыстоўваючы набор мацаў. Калі зазор у замку перавышае дапушчальную мяжу, неабходна замяніць кольца новым. Калі зазор у замку занадта вялікі, неабходна вырабіць вымярэнне ўнутранага дыяметра цыліндру. Калі дыяметр цыліндру перавышае дапушчальныя нормы, неабходна замяніць блок цыліндраў у зборы.
Заўвага:
- Стандартная велічыня зазору ў замку кольца: 0.15-0.30 мм (кампрэсійнае №1), 0.37-0.52 мм (кампрэсійнае №2), 0.20-0.70 мм (маслаздымнае).
- Лімітава дапушчальныя велічыні: 0.6 мм (кампрэсійнае №1), 0.7мм (кампрэсійнае №2), 0.8 мм (маслаздымнае).
Поршневыя пальцы
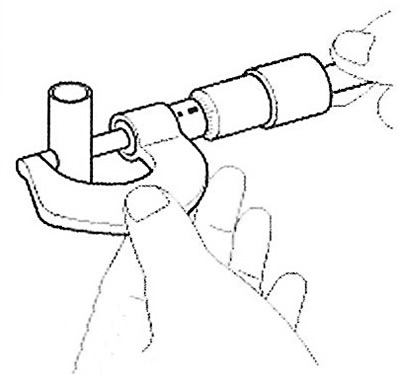
1. Выкарыстоўваючы мікраметр, вымерайце вонкавы дыяметр поршневага пальца.
Заўвага: Стандартная велічыня: 21.001 – 21.006 мм.
2. Вымерайце зазор паміж поршневым пальцам і адтулінай у поршні.
Заўвага. Стандартная велічыня зазор: 0,013-0,023.
3. Вымерайце рознасць паміж вонкавым дыяметрам поршневага пальца і ўнутраным дыяметрам утулкі галоўкі шатуна.
Заўвага: Стандартная велічыня: 0.016 – 0.032 мм.