Галоўка блока цыліндраў
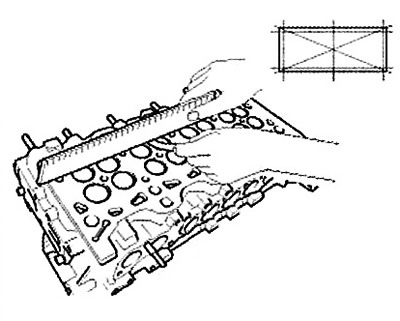
1. Праверце не плоскаснасць паверхні раздыма галоўкі блока цыліндраў з блокам цыліндраў і калектарамі. Для гэтага неабходна выкарыстоўваць адмысловую лінейку і набор мацаў. Размяшчаючы лінейку ў плоскасцях, паказаных на малюнку, вымерайце мацамі няплоскаснасць паверхні раздыма.
Заўвага:
Плоскаснасць паверхні пракладкі галоўкі блока цыліндраў:
- менш за 0,03 мм для шырыні,
- менш за 0,09 мм для даўжыні,
- менш за 0,012 мм/50х50 мм.
Плоскаснасць спалучальнай паверхні калектара:
- менш за 0,025 мм для шырыні,
- менш за 0,160 мм для даўжыні.
2. Праверце камеры згарання, впускныя і выпускныя каналы і паверхню раздыма з блокам цыліндраў на наяўнасць пашкоджанняў. Пры выяўленні якіх-небудзь дэфектаў, заменіце галоўку блока цыліндраў у зборы.
Клапаны, штурхачы, накіравальныя ўтулкі і затамкавыя спружыны
1. Праверце тэхнічны стан накіроўвалых утулак і клапанаў.
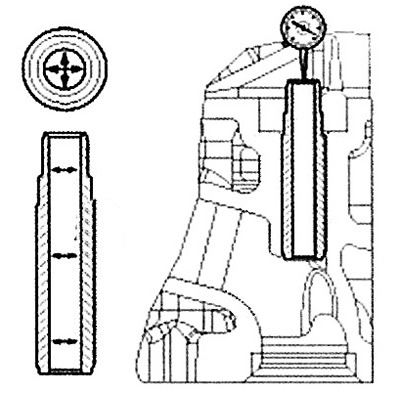
Выкарыстоўваючы нутрамер, вымерайце ўнутраны дыяметр накіроўвалай утулкі клапана, як паказана на малюнку.
Заўвага:
Стандартная велічыня ўнутранага дыяметра:
- Впускны: 5,975 - 6,000 мм.
- Выпускны: 5,975 - 6,000 мм.
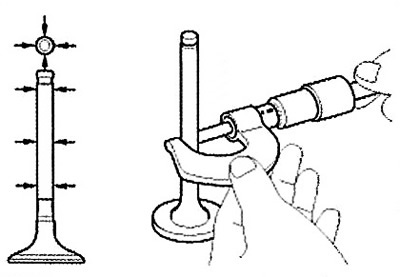
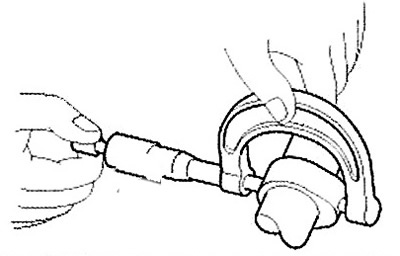
Выкарыстоўваючы мікраметр, вымерайце вонкавы дыяметр стрыжня клапана, як паказана на малюнку.
Заўвага:
Стандартная велічыня вонкавага дыяметра клапана:
- Впускны: 5,933 - 5,953 мм.
- Выпускны: 5,905 - 5,925 мм.
Рознасць паміж унутраным дыяметрам накіроўвалай утулкі і вонкавым дыяметрам стрыжня клапана - гэта зазор паміж клапанам і ўтулкай. Калі велічыня зазору больш, чым лімітава дапушчальнае значэнне, неабходна замяніць клапан у зборы з утулкай.
Заўвага:
Стандартнае значэнне:
- Впускны: 0,022 - 0,067 мм.
- Выпускны: 0,050 - 0,095 мм.
2. Праверце тэхнічны стан клапанаў:
Праверце кут завострывання працоўнай фаскі галоўкі клапана.
Праверце паверхню клапана на наяўнасць падвышанага зносу. Пры выяўленні якія-небудзь дэфектаў заменіце клапан новым.
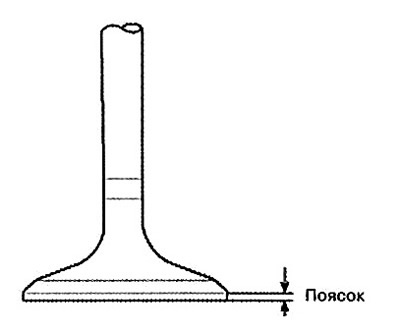
Праверце таўшчыню паяска галоўкі клапана. Калі таўшчыня паяска галоўкі клапана меней лімітава дапушчальнай, неабходна замяніць клапан новым.
Заўвага: Стандартная велічыня шыны паяска:
- Упускны: 1,25 мм.
- Выпускны: 1,25мм.
Вымерайце агульную даўжыню клапана.
Заўвага:
Стандартная велічыня даўжыні клапана:
- Упускны: 108,3 мм.
- Выпускны: 108,2 мм.
3. Праверце тэхнічны стан сёдлаў клапанаў:
Пераканайцеся, што клапан прылягае да сядла шчыльна па ўсёй яго акружнасці. Пры неабходнасці, заменіце сядла клапанаў.
Перад аднаўленнем сёдлаў клапанаў, неабходна праверыць тэхнічны стан накіроўвалых утулак клапанаў. Пры выяўленні якіх-небудзь дэфектаў, неабходна замяніць утулку, а затым праводзіць аднаўленне сядла. Таўшчыня працоўнай паверхні кантакту сядла з клапанам павінна адпавядаць стандартнаму значэнню.
4. Праверце тэхнічны стан затамкавых спружын:
Выкарыстоўваючы сталёвы кутнік, вымерайце велічыню адхіленні ад вертыкальнай восі спружыны.
Заўвага: Дапушчальная велічыня адхілення ад вертыкальнай восі: 1,571,15 мм.
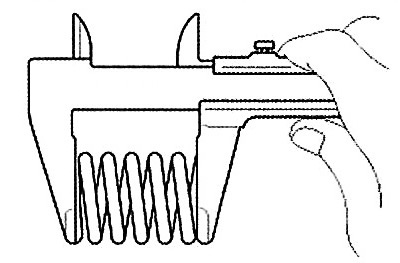
Выкарыстоўваючы штангенцыркуль, вымерайце даўжыню спружыны ў свабодным стане. Калі даўжыня спружыны ў вольным стане не адпавядае стандартнай велічыні, неабходна замяніць спружыну новай.
Заўвага:
Стандартная даўжыня спружыны: 44,0 мм.
Даўжыня пад нагрузкай:
- 19.9±1.0 кг/36.6 мм.
- 44.1±2.2 кг/27.6 мм.
Размеркавальны вал
1. Выкарыстоўваючы мікраметр, вымерайце вышыню кулачкоў размеркавальнага вала. Калі вышыня кулачка размеркавальнага вала менш за лімітава дапушчальная, неабходна замяніць размеркавальны вал у зборы.
Заўвага: Стандартная велічыня вышыні кулачкоў:
- Упускны: 40,094 мм.
- Выпускны: 40,425 мм.
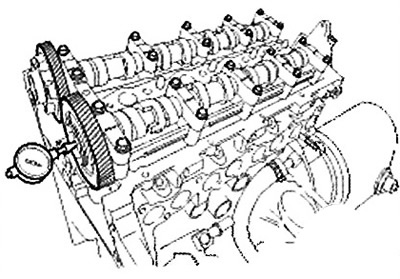
2. Праверце зазор у падшыпніках размеркавальнага вала.
Ачысціце і прамыйце вечкі падшыпнікаў і шыйкі размеркавальнага вала.
Усталюеце размеркавальныя валы ў галоўку блока цыліндраў.
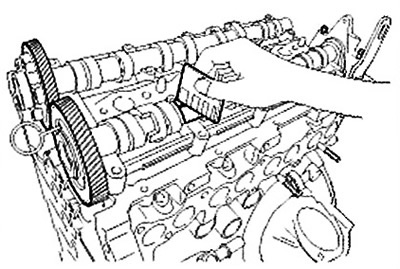
Абкладзеце на шыйкі размеркавальнага вала спецыяльныя пластыкавыя калібры, як паказана на малюнку.
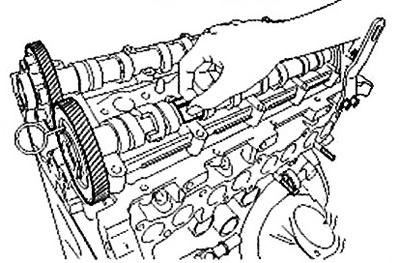
Усталюеце вечкі падшыпнікаў размеркавальнага вала і зацягніце ніты рэкамендаваным момантам.
Заўвага: Момант зацяжкі: 10,0-12,7 Нм.
Увага. Не пракручвайце размеркавальны вал.
Зніміце вечкі падшыпнікаў размеркавальнага вала.
Вымерайце таўшчыню пластыкавага калібру (да набору пластыкавага калібра прыкладаецца шкала). Вызначыце велічыню зазору ў падшыпніках.
Нататка: Стандартная велічыня зазору ўкладыша: 0,040 - 0,074 мм.
Заўвага: Калі зазор у падшыпніках перавышае дапушчальную мяжу, неабходна замяніць размеркавальны вал. Пры неабходнасці заменіце вечкі падшыпнікаў або галоўку блока цыліндраў у зборы.
Выдаліце цалкам пластыкавыя калібры.
Зніміце размеркавальныя валы.
3. Вымерайце восевы зазор размеркавальнага вала.
Усталюеце размеркавальныя валы.
Выкарыстоўваючы індыкатар гадзіннікавага тыпу, вымерайце восевы зазор, перамяшчаючы размеркавальны вал наперад/назад.
Заўвага: Стандартная велічыня восевага зазору размеркавальнага вала: 0,05-0,15 мм.
Калі восевы зазор перавышае лімітава-дапушчальную велічыню, неабходна замяніць размеркавальны вал. Пры неабходнасці заменіце вечкі падшыпнікаў размеркавальнага вала і галоўку блока цыліндраў у зборы.
Зніміце размеркавальныя валы.
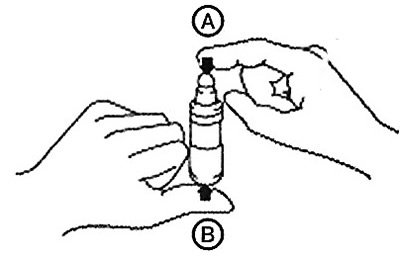
Гідракампенсатары
Утрымліваючы гидрокомпенсатор, запоўнены маторным маслам, за частку А, націсніце на частку Ў. У выпадку перасоўвання часткі Ў заменіце гидрокомпенсатор новым.