
2. Праверку зазору паміж укладышамі і шыйкамі вала можна вырабляць з дапамогай калібраванага пластмасавага дроту. Для гэтага ачысціць шыйкі вала і ўкладышы ад масла, змазкі і іншых забруджванняў. Пакласці на шыйкі адрэзкі калібраванага пластмасавага дрота даўжынёй, роўнай шырыні ўкладыша, так, каб дрот не перакрывала змазачныя адтуліны. Усталяваць коленвал, укладышы і вечкі падшыпнікаў. Зацягнуць ніты мацавання вечкаў патрабаваным момантам, сочачы за тым, каб вал не паварочваўся. Зняць крышкі падшыпнікаў. Вызначыць зазоры паміж укладышамі падшыпніка і шыйкамі вала па шырыні найболей сплясканага ўчастку дрота з дапамогай шкалы, нанесенай на пакаванні дрота. Калі велічыня зазораў перавышае лімітава дапушчальнае значэнне, замяніць укладышы падшыпнікаў. Калі заменай укладышаў не ўдаецца атрымаць нармальныя зазоры, прашліфаваць шыйкі каленчатага вала да рамонтнага памеру і ўсталяваць укладышы адпаведнага рамонтнага памеру.
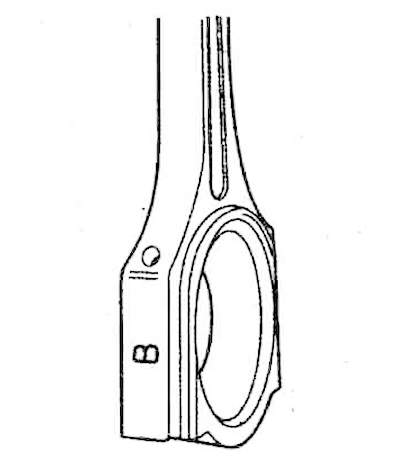
3. Падбор рамонтнага памеру шатунна-поршневай групы вырабляць па метках на дэталях:
1) Палажэнне пазнакі шатуна.
 |  |
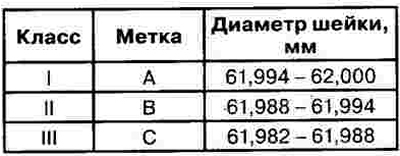
2) Палажэнне пазнакі каленчатага вала.
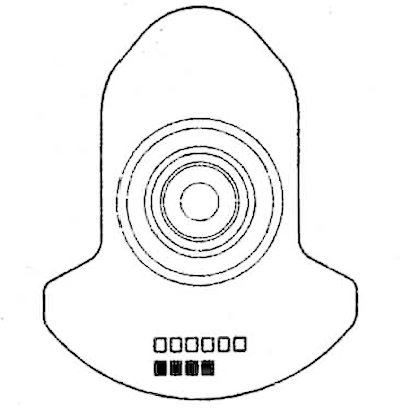 |  |
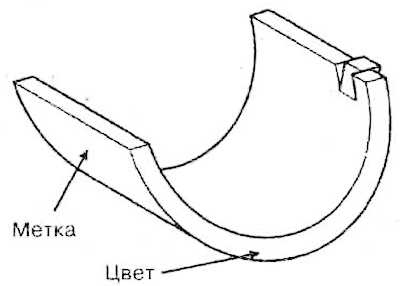
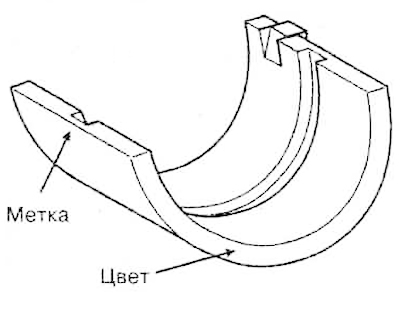
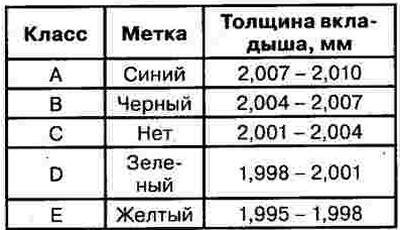
3) Палажэнне пазнакі на шатуннай ўкладышы.
 | 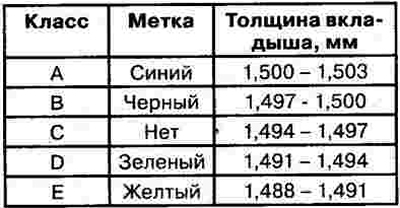 |
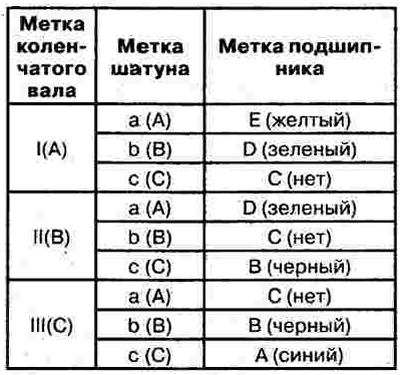
4) Падбор дэталяў па групе рамонтных памераў робіцца паводле табліцы.

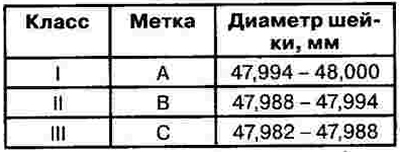
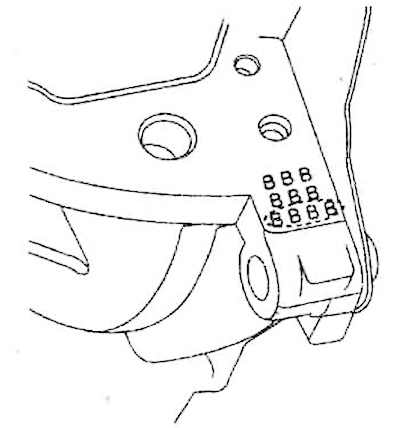
4. Літары, выбітыя на канцы блока цыліндраў, з'яўляюцца пазнакай памеру кожнай з чатырох карэнных апор. Выкарыстоўваць гэтыя пазнакі, а таксама пазнакі на каленчатым вале для выбару шатунных укладышаў. Палажэнне пазнак для падбору ўкладышаў карэнных падшыпнікаў:
1) Палажэнне метак на блоку цыліндраў.
 |  |
2) Палажэнне метак на каленчатым вале.
 |  |
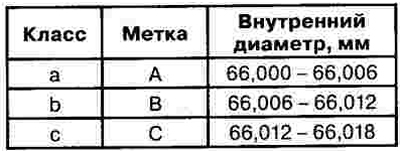
3) Палажэнне пазнак на ўкладышы карэннага падшыпніка.
 |  |
4) Падбор дэталяў па групе рамонтных памераў робіцца паводле табліцы.
5. Калі шатуны пры зборцы ўстанаўліваюцца паўторна, пераканацца, што яны ўстанаўліваюцца ў тыя ж цыліндры, у якіх яны знаходзіліся да разборкі. Калі ўсталёўваюцца новыя шатуны -пераканацца, што пазнака шатуна знаходзіцца з таго ж боку, што і замак укладыша. Замяняць шатун, калі выяўлены любыя бачныя пашкоджанні або відавочны празмерны знос шатуна.
6. Адмысловай прынадай праверыць шатуны на прадмет выгібу ці скручванні. Дапушчальны выгін шатуна: 0,05 мм на 100 мм даўжыні ці менш. Дапушчальнае скручванне: 0,1 мм на 100 мм або менш. Калі велічыня выгібу глей скручвання шатуна блізкая да дапушчальнай, але ўсё ж перавышае яе, дапушчаецца праўка шатуна прэсам. Калі ж мае месца празмерныя выгін або скручванне - шатун неабходна замяніць новым.
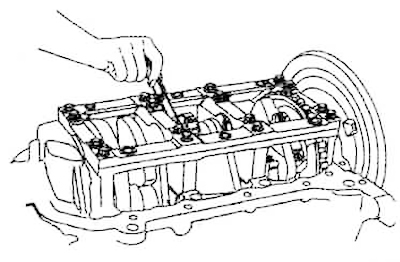
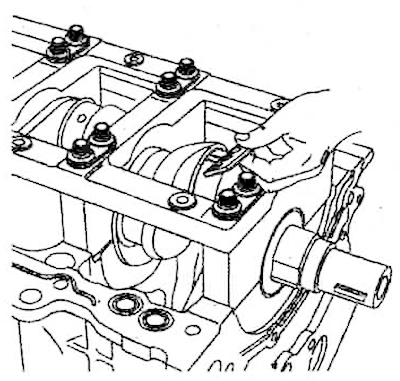
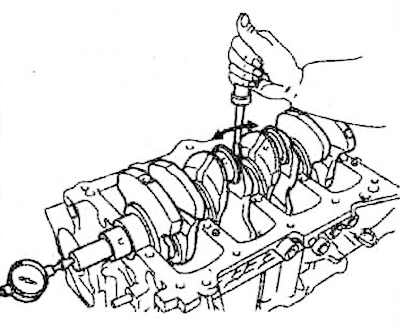
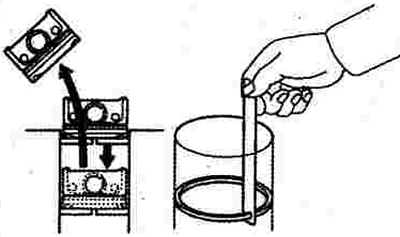
7. Выкарыстоўваючы індыкатар гадзіннікавага тыпу, праверыць восевы зазор каленчатага вала, перамяшчаючы яго адвёрткай уздоўж блока цыліндраў. Намінальны восевы зазор: 0,07 -0,25 мм. Лімітава дапушчальны восевы зазор: 0,30 мм. Калі велічыня восевага зазору перавышае лімітава дапушчальную, замяніць упартыя падшыпнікі ў камплекце. Таўшчыня зацятых падшыпнікаў: 2,05 - 2,09 мм.
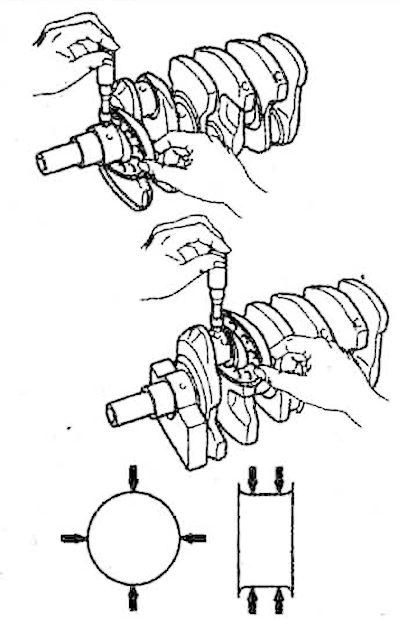
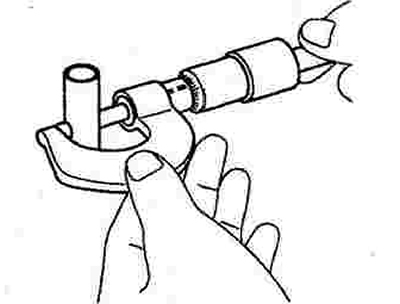
8. Мікраметрам вымераць дыяметр кожнай карэннай і шатун шыйкі каленчатага вала ў месцах, указаных на малюнку стрэлкамі. Намінальны дыяметр карэнных шыек: 61,982 - 62,000 мм. Намінальны дыяметр шатунных шыек: 47,982 - 48,00 мм.
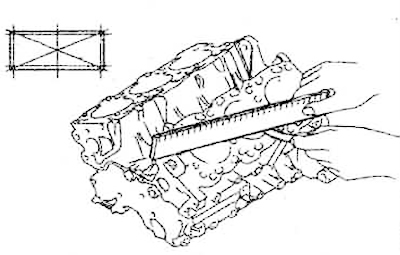
9. Скрабком выдаліць рэшткі пракладкі з паверхні блока цыліндраў, а затым шчоткай і растваральнікам старанна пачысціць увесь блок цыліндраў. Выкарыстоўваючы лінейку і мац, праверыць няплоскаснасць паверхні кантакту блока цыліндраў у паказаных на малюнку месцах. Стандартнае значэнне не-плоскасцевае паверхні кантакту: меней 0,03 мм. Лімітава дапушчальная няплоскаснасць паверхні: 0,05 мм.
10. Аглядам праверыць люстэрка цыліндраў на наяўнасць драпін. Калі маюць месца глыбокія драпіны, неабходна замяніць ці змарнатравіць гільзу цыліндру.
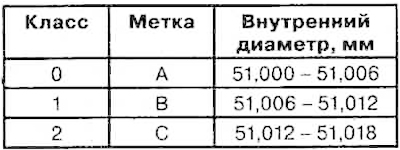
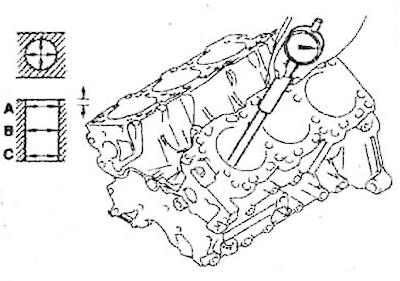
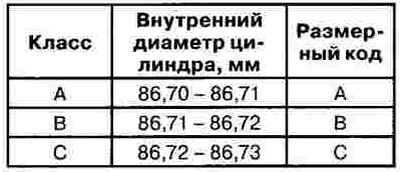
11. Нутрамерам вымераць дыяметр цыліндру ў пунктах А, У і С ва ўзаемаперпендыкулярных плоскасцях. Намінальны дыяметр цыліндру: 86,70 -86,73 мм.
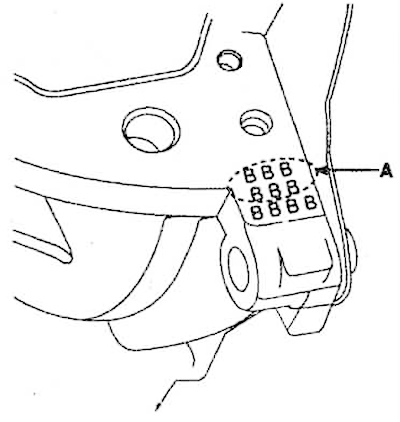
12. Праверыць пазнакі дыяметра цыліндраў (А) на паверхні блока цыліндраў.
 |  |
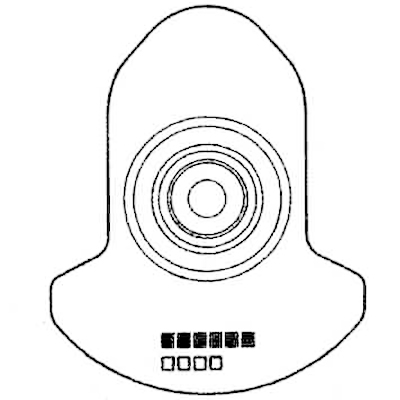
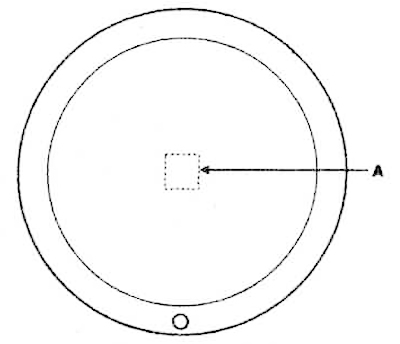
13. Праверыць памерны код (А) поршня на яго верхняй паверхні.
 |  |
14. Падабраць поршань паводле рамонтнага памеру гільзы цыліндра. Пры гэтым улічваць, што зазор паміж поршнем і цыліндрам: 0,01 - 0,03 мм.
15. У выпадку моцнага зносу гільзы цыліндраў, поршні павялічанага памеру павінны быць падабраны паводле найвялікага дыяметра адтуліны гільзы цыліндру. Рамонтныя памеры поршняў павялічаны на 0,25 і 0,5 мм, якія адпавядаюць пазнакі нанесены на верхнюю частку поршня.
16. Вымераць дыяметр поршня і вылічыць новы дыяметр цыліндру:
Новы дыяметр цыліндру = дыяметр поршня + (0,01 - 0,03 мм, зазор паміж поршнем і цыліндрам) - 0,01 мм (допуск на хонінгаванне).
17. Марнаваць кожны цыліндр да вылічанага дыяметра, а затым отхонинговать.
18. Праверыць зазор паміж поршнем і клапанам. Ён павінен быць у межах 0,01-0,03 мм.
Заўвага. Пры расточванні хаця б аднаго цыліндру растачваць да таго ж рамонтнага памеру і ўсе астатнія цыліндры.
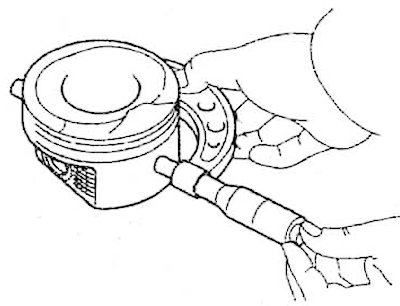
19. Вымераць мікраметрам асноўны дыяметр поршня (39 мм ад дна). Намінальны дыяметр поршня: 86,68 -86,71 мм. У выпадку моцнага зносу поршня неабходна замяніць яго новым.
20. Шчупам вымераць зазор паміж новым поршневым кольцам і канаўкай поршня.
Бакавы зазор павінен складаць:
- Поршневае кольца №1: 0,04 - 0,08 мм;
- Поршневае кольца №2: 0,03 - 0,07 мм.
Лімітава дапушчальнае значэнне бакавога зазору 0,1 мм для абодвух поршневых кольцаў.
Калі бакавы зазор больш дапушчальнага, замяніць поршань.
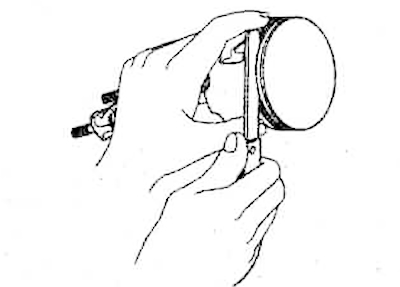
21. Для праверкі зазору кольца ў замку ўставіць кольца ў цыліндр. Устанавіць кольца пад прамым кутом да сценкі цыліндру, злёгку націснуўшы на яго поршнем. Праверыць зазор у замку кольца мацам.
Зазор у замку:
- Поршневае кольца №1: 0,20 - 0,35 мм;
- Поршневае кольца №2: 0,37 - 0,52 мм;
- Маслаздымнае кольца: 0,20 - 0,70 мм.
Калі зазор перавышае велічыню, лімітава дапушчальную ў эксплуатацыі, замяніць кольца новым. Пры замене кольцаў без расточвання цыліндраў зазор у замку праверыць, усталяваўшы ў ніжняй, меней зношанай частцы цыліндру.
22. Мікраметрам вымераць дыяметр поршневага пальца. Ён павінен складаць 21,001-21,007 мм.
23. Вымераць зазор паміж поршневым пальцам і поршнем. Ён павінен складаць 0,007-0,022 мм.
24. Праверыць рознасць паміж дыяметрам поршня і адтулінай у верхняй частцы шатуна. Яна павінна быць у межах 0,016-0,033 мм.