Зняцце
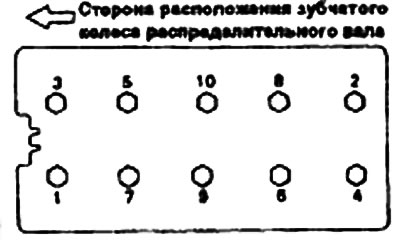
1. Карыстаючыся спецінструментам, ключом для нітаў галоўкі цыліндраў (09221—32001), Адкруціце балты мацавання галоўкі блока цыліндраў, як паказана на малюнку.
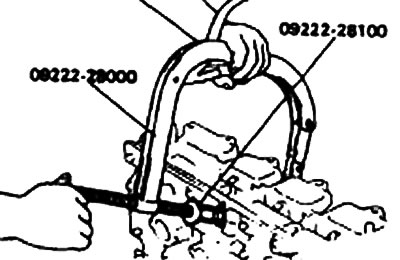
2. Карыстаючыся спецінструментам, шрубцынгай для сціску спружын клапанаў (09222—28000, 09222— 28100), зніміце сухар. Далей зніміце верхнюю талерку затамкавай спружыны, затамкавую спружыну, ніжнюю талерку і клапан.
Заўвага. Захавайце гэтыя дэталі ў такім жа парадку, бо яны павінны быць устаноўлены на іх пачатковыя месцы.
3. Абцугамі зніміце ўшчыльняльны каўпачок. Не выкарыстоўвайце яго паўторна.

Праверка
Галоўка блока цыліндраў
1. Праверце галоўку блока цыліндраў на наяўнасць расколін, пашкоджанняў і ўцечку астуджальнай вадкасці. Пры наяўнасць расколін заменіце галоўку.
2. Цалкам выдаліце накіп, ушчыльняльны склад і адклады нагару. Пасля ачысткі клапанаў, прадуйце іх сціснутым паветрам, каб пераканацца ў тым, што яны не забітыя.

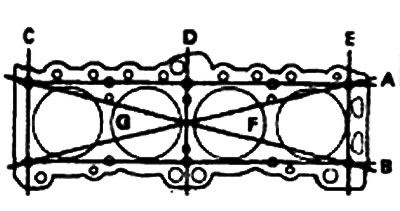
3. Праверце плоскаснасць паверхні стыку галоўкі цыліндраў, карыстаючыся лінейкай з прамалінейнай гранню, які ўстанаўліваецца ў напрамках А, В і г. д.. як паказана на малюнку. Калі адхіленні ад плоскасці ў якім-небудзь кірунку выходзяць за ўсталяваныя межы, заменіце галоўку блока цыліндраў, або злёгку апрацуйце яе паверхню.
- Адхіленне ад плоскаснасці паверхні галоўкі блока цыліндраў:
- Намінальная велічыня - менш за 0,05 мм
- Лімітавая - 0,1 мм
Клапаны
1. Карыстаючыся, драцяной шчоткай, старанна ачысціце клапан.
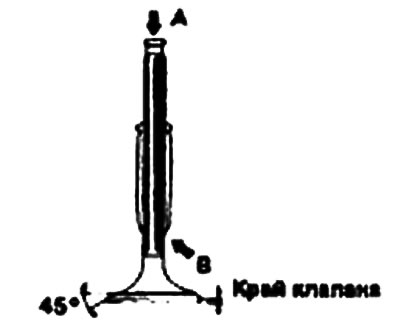
2. Праверце кожны клапан на знос, пашкоджанне і разбурэнне галоўкі і стрыжань у зоне В. Пры неабходнасці адрамантуйце або выпраўце. Калі канец А стрыжня зношаны, адновіце яго паверхню. Адновіце таксама паверхню працоўнай фаскі клапана. Калі вышыня абзы клапана менш дапушчальнай мяжы, заменіце клапан.
| Вышыня абзы клапана | |
| Намінальны памер | |
| Впускны клапан | 1,0 мм |
| Выпускны клапан | 1,5 мм |
| Лімітавы памер | |
| Впускны клапан | 0,7 мм |
| Выпускны клапан | 1,0 мм |
Клапанныя спружыны
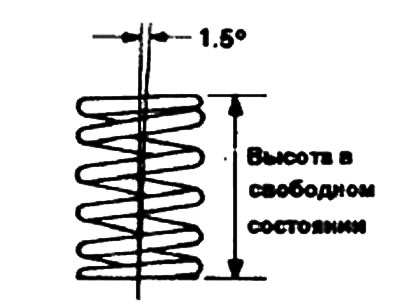
1. Праверце даўжыню спружыны ў сабраным стане і яе расцяжэнне. Калі яно перавышае дапушчальныя межы, заменіце спружыну.
2. Праверце паралельнасць тарцоў кожнай спружыны. Калі яна выходзіць за ўсталяваныя межы, заменіце спружыну.
| Клапанныя спружыны | |
| Намінальнае значэнне | |
| Вышыня ў вольным стане | 48,3 мм |
| Нагрузка | 300 Н/40 мм |
| Адхіленне ад паралельнасці тарцоў | 1,5°або менш |
| Лімітавае значэнне | |
| Вышыня ў вольным стане | на 1 мм менш |
| Адхіленне ад паралельнасці | 4° |
Накіроўвалыя ўтулкі клапанаў
Праверце зазор паміж стрыжнем клапана і ўтулкай.
Калі ён перавышае ўсталяваныя межы, заменіце яе ўтулкай наступнага памеру:
Зазор паміж стрыжнем клапана і ўтулкай
| Намінальны памер | |
| Впускны клапан | 0,020-0,047 мм |
| Выпускны клапан | 0,050-0,085 мм |
| Лімітавы памер | |
| Впускны клапан | 0,1 мм |
| Выпускны клапан | 0,15 мм |
Сядло клапана
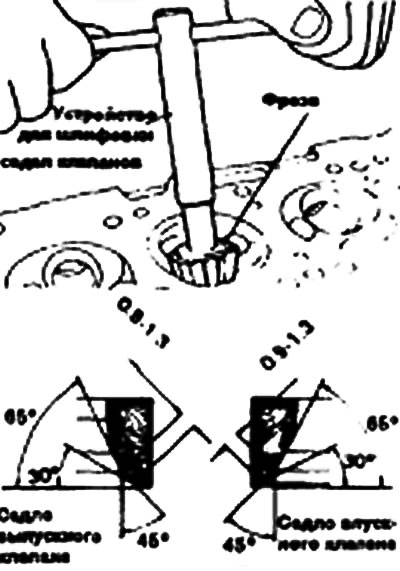
Праверце сядло клапана на наяўнасць прыкмет перагрэву і правільнасць кантакту з працоўнай фаскай клапана. Пры неабходнасці адрамантуйце ці заменіце сядло клапана. Перш чым рамантаваць сядло, праверце знос утулкі клапана. Калі ўтулка зношаная, заменіце яе, пасля чаго рамантуйце сядло. Адрамантуйце сядло клапана, карыстаючыся прыладай для шліфоўкі сёдлаў клапанаў або фрэзай. Шырыня паласы кантакту сядла з працоўнай фаскай клапана павінна мець вызначанае значэнне, прычым паласа кантакту павінна размяшчацца па цэнтры працоўнай фаскі клапана.
Парадак замены сядла клапана
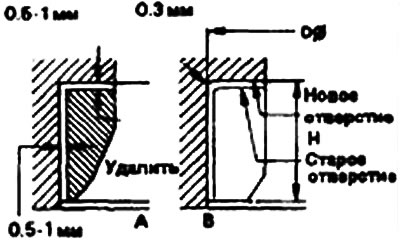
1. Зношанае звыш дапушчальных меж сядло клапана варта замяніць пры звычайнай тэмпературы пасля зразання большай часткі сценкі сядла з дапамогай прылады для шліфоўкі сядла клапанаў, як паказана на мал. А.
Ўстаноўка
Заўвага:
- 1) Перад зборкай ачысціце ўсе дэталі.
- 2) Для змазвання якія верцяцца і слізгальных дэталяў выкарыстоўвайце маторнае масла.
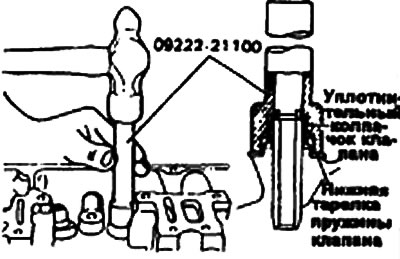
1. Пасля ўсталёўкі ніжняй талеркі спружыны напрасуйце ўшчыльняльны каўпачок на ўтулку клапана. Насаджвайце каўпачок шляхам лёгкага кручэння прылады для ўстаноўкі ўшчыльняльных каўпачкоў клапанаў. Ушчыльняльны каўпачок усталёўваецца ў патрэбнае становішча адмысловай прыладай. Пры няправільным размяшчэнні ўшчыльняльнага каўпачка магчыма эксцэнтрычнае размяшчэнне выступу яго ўнутранай адтуліны і ўцечка масла ва ўтулку клапана. Пры ўсталёўцы не круціце каўпачок. Не выкарыстоўвайце старыя ўшчыльняльныя каўпачкі.
2. Вырабіце маторнае масла на кожны клапан. Устаўце клапаны ва ўтулкі, не прыкладвайце намаганні для пропуску стрыжня клапана праз ушчыльняльны каўпачок. Пасля ўстаноўкі пераканаецеся ў лёгкасці руху клапана.
3. Устанавіце затамкавыя спружыны і іх верхнія талеркі.
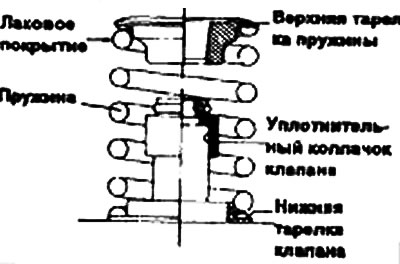
Клапанныя спружыны павінны ўсталёўвацца бокам з лакавым пакрыццём у бок верхняй талеркі.
4. Карыстаючыся прыладай для сціску затамкавых спружын, выдаліце сухары (інструменты 09222-28000 і 09222-28100, гл. малюнак). Зніміце верхнюю талерку, спружыну, ніжнюю талерку і клапан.
Заўвага. Змяшчайце гэтыя дэталі ў тым парадку, у якім яны павінны ўстанаўлівацца на свае месцы.
5. Ачысціце тыя паверхні блока цыліндраў і галоўкі цыліндраў, якія кантактуюць з усталёўванай паміж імі пракладкай.
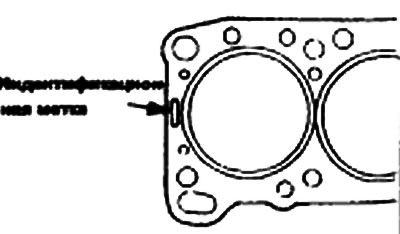
6. Устанавіце новую пракладку на галоўку цыліндраў. Не наносіце на пракладку матэрыял для ўшчыльнення і не выкарыстоўвайце старыя пракладкі.
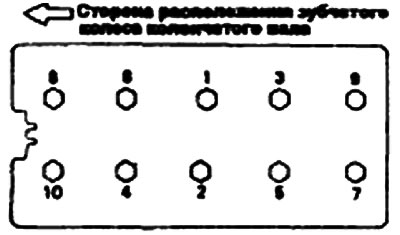
7. Карыстаючыся спецінструментам, ключом для зацяжкі нітаў мацавання галоўкі цыліндраў (09221—32001), зацягніце балты галоўкі цыліндраў у паказаным на малюнку парадку.
- Моманты зацяжкі: Ніты галоўкі блока цыліндраў (халодны рухавік) - 90-100 Нм