
Разборка
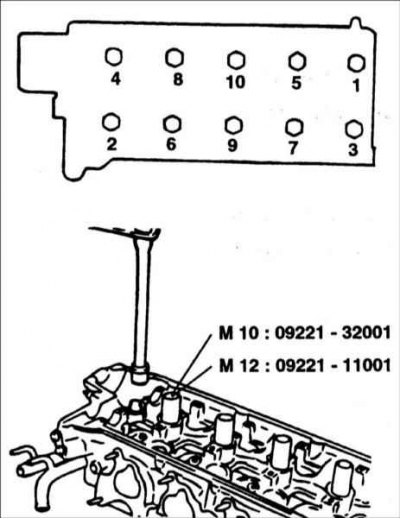
1. Адмысловай прыладай 09221–32001, 09221–11000 у паслядоўнасці паказанай на малюнку за 2–3 праходу вывярніце ніты мацавання галоўкі блока цыліндраў.
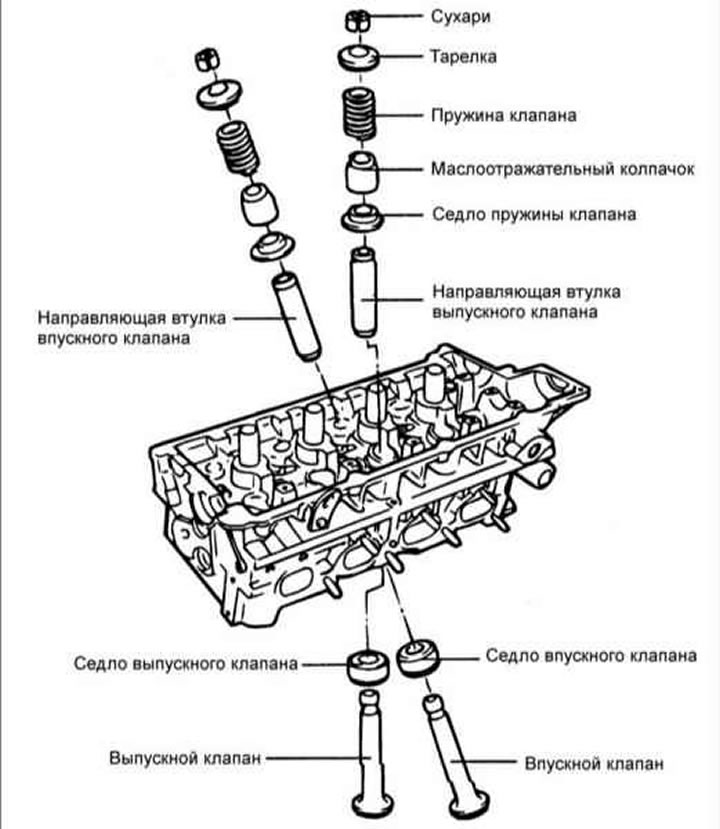
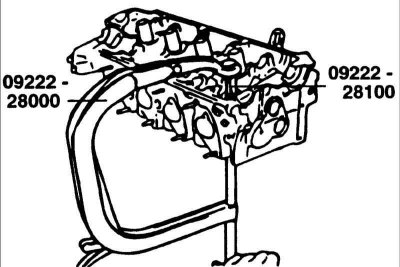
2. Адмысловай прынадай 09222 – 28000, 09222–28100 сцісніце спружыну клапана і зніміце са стрыжня клапана сухары. Павольна вызваліце прыстасаванне, якое сціскае спружыну, і зніміце спружыну клапана, талерку спружыны і клапан з галоўкі блока цыліндраў.
Увага! Для захоўвання клапанаў прыгатуйце пранумараваныя поліэтыленавыя пакеты або кантэйнеры.
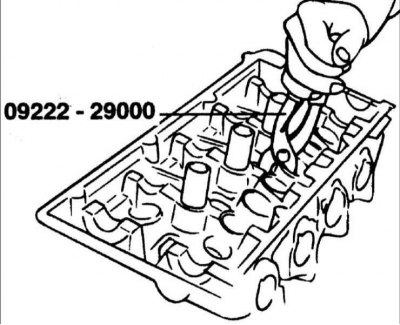
3. Пасатыжамі 09222-29000 зніміце маслоотражательный каўпачок.
Увага! Не выкарыстоўвайце паўторна маслоотражательный каўпачок.
Праверка
Галоўка блока цыліндраў
1. Агледзіце галоўку блока цыліндраў на адсутнасць пашкоджанняў, расколін, уцечак алею і астуджальнай вадкасці. Пры неабходнасці, заменіце галоўку цыліндраў.
2. Зніміце акаліну, герметык і нагар. Сціснутым паветрам прадуйце каналы для змазкі.
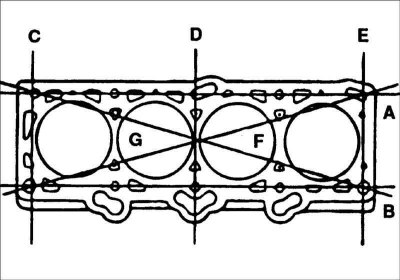
3. Металічнай лінейкай і мацам у шасці напрамках A, B... праверце плоскаснасць галоўкі блока цыліндраў. Пры неабходнасці, перашліфуйце галоўку блока цыліндраў.
- Стандартнае адхіленне ад плоскаснасці: менш за 0,03 мм.
- Лімітава дапушчальнае адхіленне ад плоскаснасці: 0,05 мм.
Клапаны
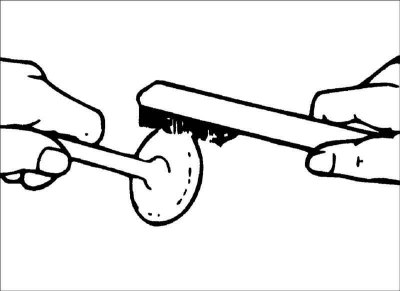
1. Драцяной шчоткай ачысціце клапан.
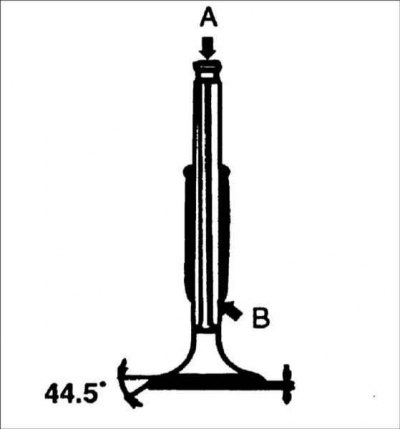
2. Агледзіце кожны клапан на наяўнасць зносу, пашкоджанняў і дэфармацыі ў зонах А і Ў і, пры неабходнасці, адрамантуйце або заменіце яго. Калі тарэц стрыжня з'едзены або зношаны, па меры неабходнасці адновіце фаскі. Гэта аднаўленне павінна быць абмежавана мінімальным здыманнем металу.
Таксама праверце таўшчыню працоўных беражкоў.
Таўшчыня працоўнай абзы клапана:
- Впускныя клапаны: 1,15 мм:
- рухавікі 1,8 і 2,0 л: 1,15 мм;
- рухавікі 1,6 л: 1,1 мм.
- Выпускныя клапаны:
- рухавікі 1,8 і 2,0 л: 1,35 мм;
- рухавікі 1,6 л: 1,3 мм.
Лімітава дапушчальная таўшчыня працоўнай абзы клапана:
- Впускныя клапаны: 0,8 мм;
- Выпускныя клапаны: 1,0 мм.
Спружына клапана
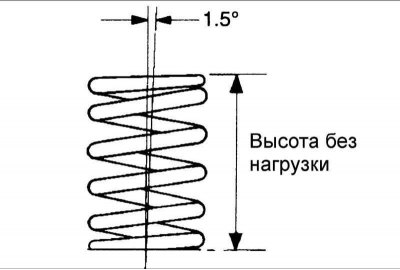
1. Агледзьце кожную спружыну клапана на адсутнасць расколін і пашкоджанняў. Вымерайце даўжыню спружыны ў вольным стане.
2. Устанавіце спружыну на плоскую гарызантальную паверхню і вымерайце адхіленне верхняй часткі спружыны ад вертыкальнай плоскасці.
Рухавікі 1,8 і 2,0 л
- Даўжыня спружыны без нагрузкі: 48,86 мм
- Даўжыня спружыны пад нагрузкай 18,3 кг: 39 мм
- Даўжыня спружыны пад нагрузкай 40,0 кг: 30,5 мм
- Дапушчальнае адхіленне спружыны ад вертыкальнай плоскасці: не больш за 1,5°
- Лімітава дапушчальнае адхіленне спружыны ад вертыкальнай плоскасці: не больш за 3°
Рухавікі 1,6 л
- Даўжыня спружыны без нагрузкі: 44 мм
- Даўжыня спружыны пад нагрузкай 21,6 кг: 35 мм
- Даўжыня спружыны пад нагрузкай 45,1 кг: 27,2 мм
- Дапушчальнае адхіленне спружыны ад вертыкальнай плоскасці: не больш за 1,5°
- Лімітава дапушчальнае адхіленне спружыны ад вертыкальнай плоскасці: не больш за 4°
Накіроўвалыя ўтулкі клапана

Праверце зазор паміж стрыжнем і накіроўвалай утулкай клапана. Калі зазор перавышае лімітава дапушчальнае значэнне, заменіце накіроўвалую ўтулку клапана на ўтулку павялічанага рамонтнага памеру.
Рухавікі 1,8 і 2,0 л
Зазор паміж стрыжнем і накіроўвалай утулкай клапана:
- Впускныя клапаны: 0,02-0,05 мм
- Выпускныя клапаны: 0,035-0,065 мм
Лімітава дапушчальны зазор паміж стрыжнем і накіроўвалай утулкай клапана:
- Впускныя клапаны: 0,1 мм
- Выпускныя клапаны: 0,13 мм
Рухавікі 1,6 л
Зазор паміж стрыжнем і накіроўвалай утулкай клапана:
- Впускныя клапана: 0,03-0,06 мм
- Выпускныя клапана: 0,05-0,08 мм
Лімітава дапушчальны зазор паміж стрыжнем і накіроўвалай утулкай клапана:
- Впускныя клапана: 0,1 мм
- Выпускныя клапана: 0,15 мм
Устаўное сядло клапана
Праверце сядло клапана на наяўнасць перагрэву і парушэнні працоўнай паверхні, якая кантактуе з талеркай клапана. Пры неабходнасці адрамантуйце ці заменіце сядло клапана.
Перад заменай ці рамонтам сядла клапана праверце знос накіроўвалай утулкі клапана. Калі накіравальная ўтулка клапана зношаная, заменіце яе.
Замена сядла клапана
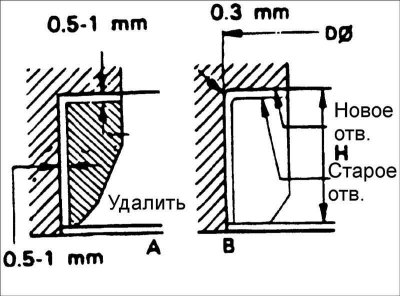
Любое ўстаўное сядло клапана, зношанае да мяжы, неабходна замяніць пры пакаёвай тэмпературы зразаннем сценкі, як паказана на малюнку.
2. Пасля выдалення старога сядла клапана неабходна змарнатравіць гняздо пад павялічаны памер сядла клапана. Памеры для апрацоўкі прыведзены ў табліцы.
Павялічаныя памеры ўстаўнога сядла клапана рухавікоў 1,8 і 2,0 л3
Апісанне | Пазнака памеру | Вышыня сядла, мм | Дыяметр гнязда ў галоўцы цыліндраў, мм |
| Сядло впускнога клапана, павялічанае на 0,3 мм | 30 | 7,5–7,7 | 33,300–33,325 |
| Сядло впускнога клапана, павялічанае на 0,6 мм | 60 | 7,8–8,0 | 33,600–33,625 |
| Сядло выпускнога клапана, павялічанае на 0,3 мм | 30 | 7,9–8,1 | 28,800–28,821 |
| Сядло выпускнога клапана, павялічанае на 0,6 мм | 60 | 8,2–8,4 | 29,100–29,121 |
Павялічаныя памеры ўстаўнога сядла клапана рухавікоў 1,6 л
Апісанне | Пазнака памеру | Вышыня сядла, мм | Дыяметр гнязда ў галоўцы цыліндраў, мм |
| Сядло впускнога клапана, павялічанае на 0,3 мм | 30 | 5,1–5,3 | 30,700–30,721 |
| Сядло впускнога клапана, павялічанае на 0,6 мм | 60 | 5,4–5,6 | 31,000–31,021 |
| Сядло выпускнога клапана, павялічанае на 0,3 мм | 30 | 6,2–6,4 | 27,300–27,3211 |
| Сядло выпускнога клапана, павялічанае на 0,6 мм | 60 | 6,5–6,7 | 27,600–27,621 |
3. Нагрэйце галоўку цыліндраў да тэмпературы 250°C і запрасуйце новае сядло клапана рамонтнага памеру. Пры запрэсоўцы сядло клапана павінна мець пакаёвую тэмпературу.
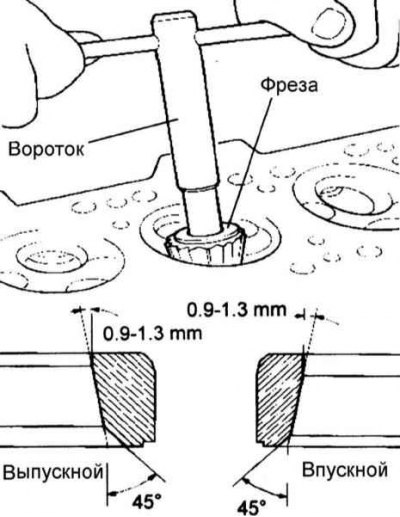
4. Пасля ўсталёўкі новага сядла клапана неабходна выканаць прыцірку клапана. Шырыня працоўнай фаскі сядла клапана павінна быць у межах тэхнічных патрабаванняў.
Шырыня працоўнай фаскі сядла впускнога клапана:
- рухавікі 1,8 і 2,0 л: 1,1-1,5 мм;
- рухавікі 1,6 л: 0,8-1,2 мм.
Шырыня працоўнай фаскі сядла выпускнога клапана: 1,3-1,7 мм
Замена накіроўвалай утулкі клапана
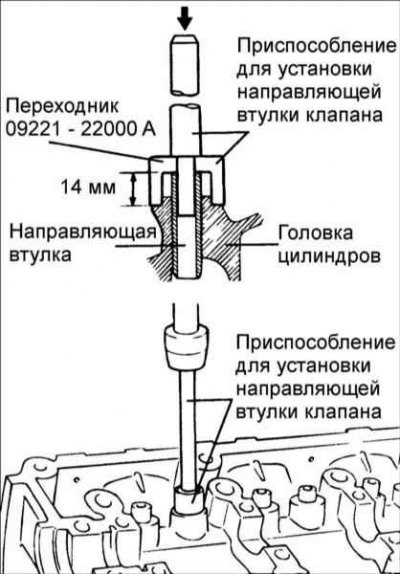
1. Выкарыстоўваючы прынаду 09221-22000 A/B выпрасуйце ўтулку клапана з галоўкі цыліндраў па кірунку да блока цыліндраў.
2. Прыстаўце да адтуліны галоўкі цыліндраў новую накіравальную ўтулку клапана павялічанага рамонтнага памеру.
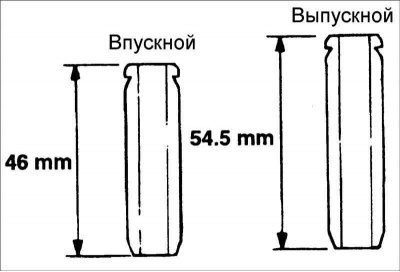
3. Прыстасаваннем для ўсталёўкі накіроўвалай утулкі клапана 09221–22000 A/B запрасуйце ўтулку ў галоўку цыліндраў. Прынада забяспечвае запрэсоўку ўтулкі на строга вызначаную глыбіню. Вымерайце выступленне верхняй часткі накіроўвалай утулкі клапана з галоўкі цыліндраў. Звярніце ўвагу, што выступанне накіроўвалай утулкі клапана розна для впускных і выпускных клапанаў.
4. Пасля запрэсоўкі накіравальных утулак клапанаў устаўце новыя клапаны і праверце зазор.
5. Кожны раз пры замене накіравальных утулак клапанаў праверце і, пры неабходнасці, заменіце сядлы клапанаў.
Павялічаныя памеры накіроўвалай утулкі клапана
Павялічаныя памеры | Пазнака памеру | Дыяметр адтуліны ў галоўцы блока цыліндраў |
0,05 | 5 | 11,050–11,068 |
0,25 | 25 | 11,250–11,268 |
0,5 | 50 | 11,500–11,518 |
Зборка
- 1. Перад усталёўкай ачысціце ўсе дэталі.
- 2. Вырабіце тонкі пласт маторнага алею на ўсе паверхні слізгацення.
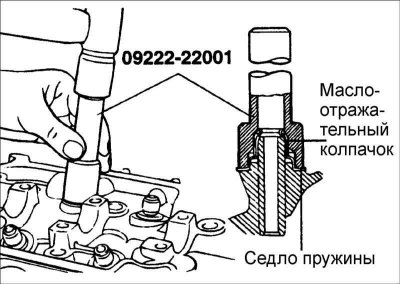
1. Устанавіце сядло спружыны. Выкарыстоўваючы адмысловую прынаду 09222–22001, усталюеце маслоотражательный каўпачок.
- 1. Не выкарыстоўвайце паўторна старыя маслоотражательные каўпачкі.
- 2. Няправільная ўстаноўка маслоотражательного каўпачка неспрыяльна ўздзейнічае на яго працоўны беражок за кошт эксцэнтрысітэту і прыводзіць да ўцечкі маторнага масла праз накіравальныя ўтулкі клапана.
Пры ўсталёўцы будзьце асцярожныя, каб не перакруціць маслоотражательный каўпачок.
2. Вышмаруйце стрыжань клапана маторным маслам і ўсталюеце клапан. Пры ўсталёўцы клапана не прыкладайце вялікіх намаганняў, каб не пашкодзіць маслоотражательный каўпачок. Праверце плыўнасць перасоўвання клапана.
3. Усталюйце спружыны і трымальнікі спружын. Спружыны неабходна ўсталёўваць бокам, пакрытай эмаллю, да трымальнікаў спружын.
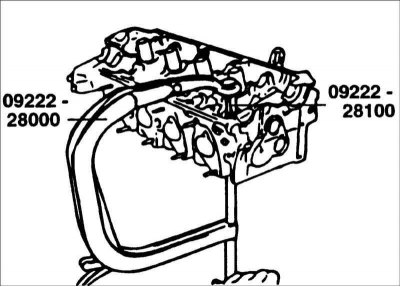
4. Спецыяльным прыстасаваннем 09222 - 28000, 09222-28100 сцісніце спружыну. Усталюеце сухары і зніміце адмысловую прынаду для сціску спружыны.
Увага! Пры сціску спружыны пераканаецеся, што маслоотражательный каўпачок не заціснуты прынадай для сціску спружыны.
5. Ачысціце ўсе прывалачныя паверхні блока цыліндраў і галоўкі блока цыліндра.
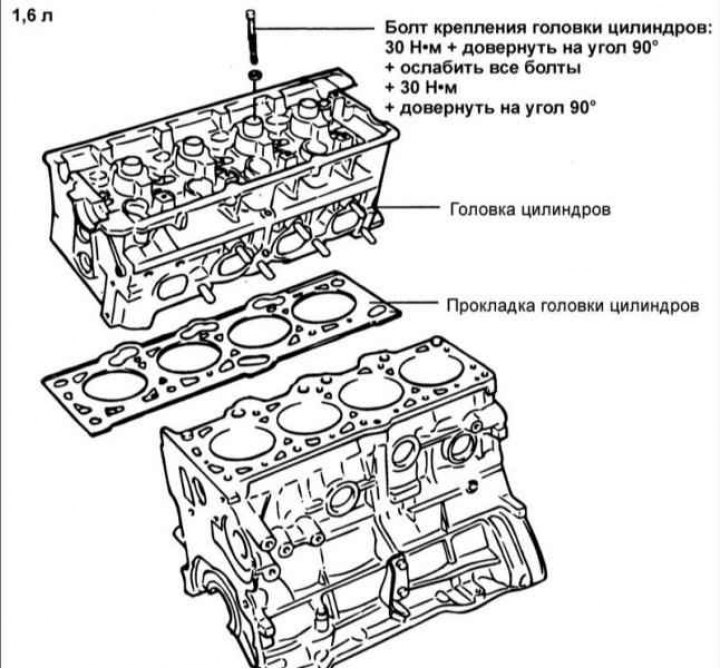
6. Праверце наяўнасць маркіроўкі на пракладцы галоўкі цыліндраў.
7. Усталюйце новую пракладку галоўкі блока цыліндраў так, каб паверхня з маркіроўкай была накіравана да галоўкі цыліндраў.
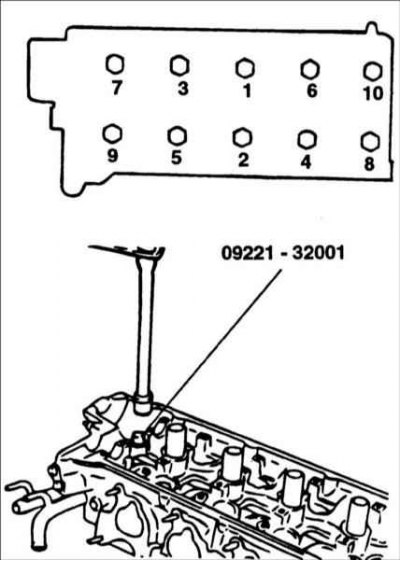
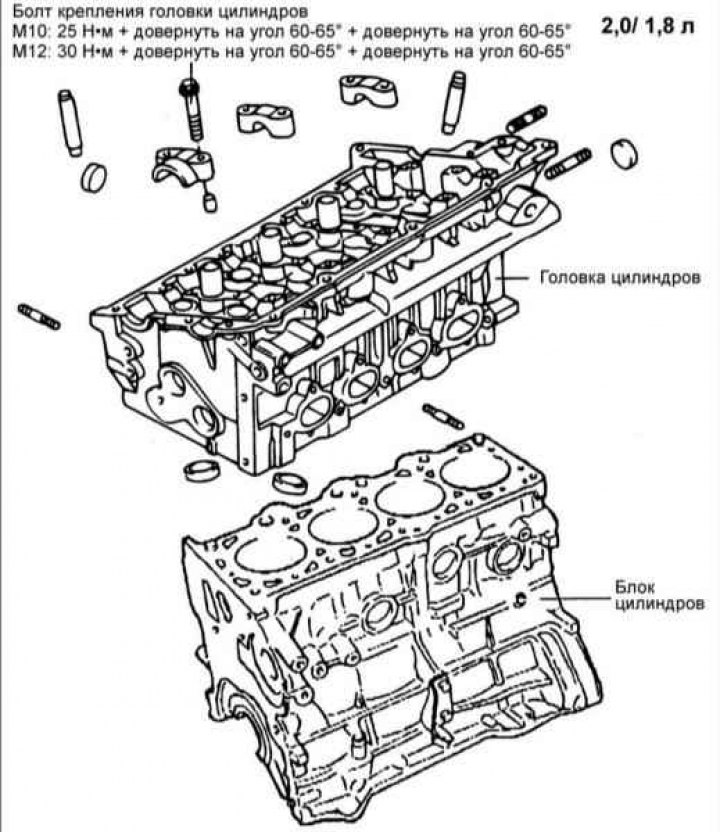
8. У паслядоўнасці, паказанай на малюнку, зацягніце балты мацавання галоўкі цыліндраў.
Момант зацяжкі нітаў мацавання галоўкі цыліндраў рухавікоў 1,8 і 2,0 л:
- М10: 25 Н·м давярнуць на кут 60-65°давярнуць на кут 60-65°
- М12: 30 Н·м давярнуць на кут 60-65°давярнуць на кут 60-65°
Момант зацяжкі нітаў мацавання галоўкі цыліндраў рухавікоў 1,6 л:
- 30 Н·м давярнуць на кут 90°прыслабіць усе ніты 30 Н·м давярнуць на кут 90°