
Зняцце
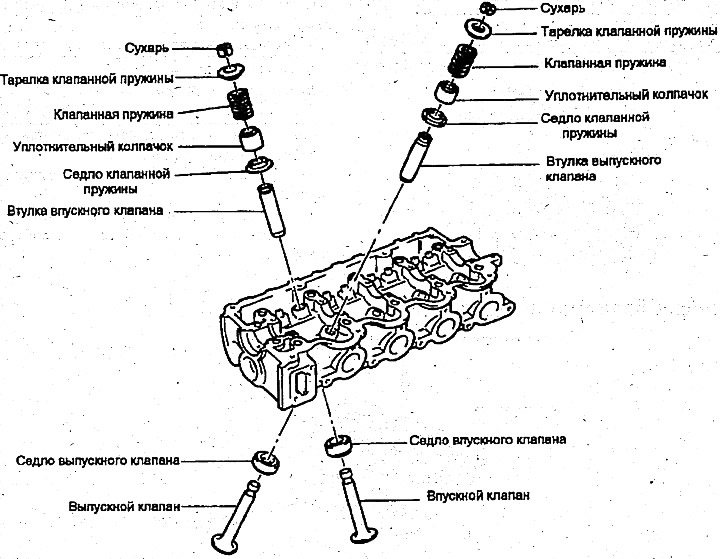
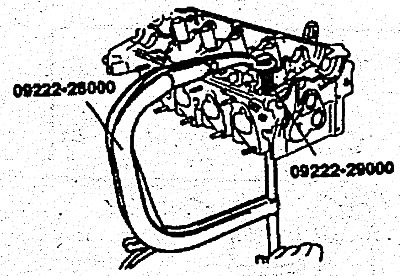
1. Карыстаючыся спецыяльным інструментам для сціску спружын клапанаў (09222-28000, 09222-28100), зніміце сухар. Далей зніміце верхнюю талерку затамкавай спружыны, затамкавую спружыну, ніжнюю талерку і клапан.
Заўвага. Захавайце элі дэталі ў такім парадку, у якім яны павінны быць устаноўлены на іх першапачатковыя месцы.
2. Абцугамі зніміце ўшчыльняльны каўпачок. Не выкарыстоўвайце яго паўторна.
Праверка
Клапаны
1. Карыстаючыся драцяной шчоткай, старанна ачысціце клапан.
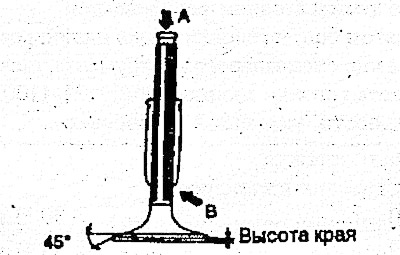
2. Праверце кожны клапан на знос, пашкоджанне і разбурэнне галоўкі і стрыжань у зоне В. Пры неабходнасці адрамантуйце або выпраўце.
Калі канец А стрыжня зношаны, пры неабходнасці адновіце яго паверхню. Гэты напрамак павінен быць мінімальным. Адновіце таксама паверхню працоўнай фаскі клапана. Калі вышыня талеркі клапана меншая за дапушчальную мяжу, заменіце клапан.
Клапанныя спружыны
1. Праверце даўжыню спружыны ў сабраным стане і яе расцяжэнне. Калі яно перавышае дапушчальныя межы, заменіце спружыну.
2. Праверце паралельнасць тарцоў кожнай спружыны. Калі яна перавышае ўсталяваныя межы, заменіце спружыну.
Клапанныя спружыны:
- Вышыня - 21.6 кг/35 мм
- Нагрузка - 45.1 кг/27.2 мм
- Адхіленне ад паралельнасці тарцоў -1.5°ці менш
Утулкі клапанаў
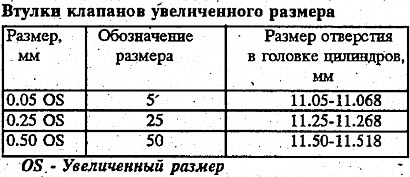
Праверце зазор паміж стрыжнем клапана і ўтулкай. Дэлі ён перавышае ўсталяваныя межы, заменіце ўтулку клапана ўтулкай наступнага памеру.
Зазор паміж стрыжнем клапана і ўтулкай.
Намінальны памер:
- Впускной клапан - 0.03-0.06 мм
- Выпускны клапан - 0.05-0.08 мм
Лімітавы памер:
- Впускной клапан - 0.1 мм
- Выпускны клапан - 0.15 мм
Сядло клапана
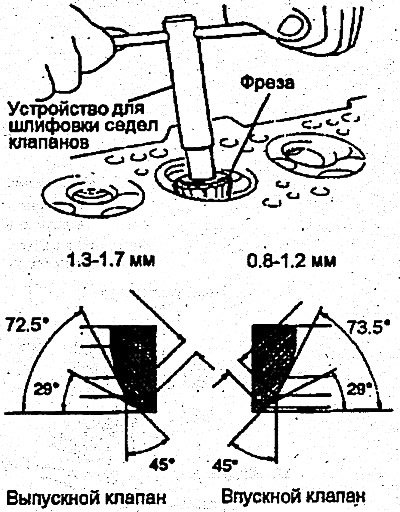
Праверце сядло клапана на прыкметы перагрэву і правільнасць кантакту з працоўнай фаскай клапана. Пры неабходнасці адрамантуйце ці заменіце сядло клапана. Перш чым рамантаваць сядло, праверце знос утулкі клапана. Калі ўтулка зношаная, заменіце яе, пасля чаго рамантуйце сядло. Адрамантуйце сядло клапана карыстаючыся прыладай для шліфоўкі сёдлаў клапанаў або фрэзай.
Парадак замены сядла клапана
1. Зношанае звыш дапушчальных меж сядло клапана варта замяніць пры звычайнай тэмпературы пасля зразання большай часткі сценкі сядла з дапамогай прылады для шліфоўкі сядла клапанаў, як паказана на малюнку.
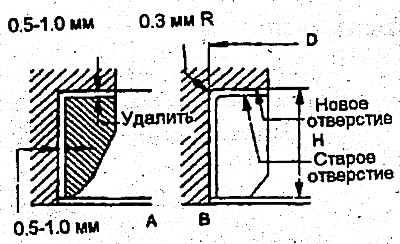
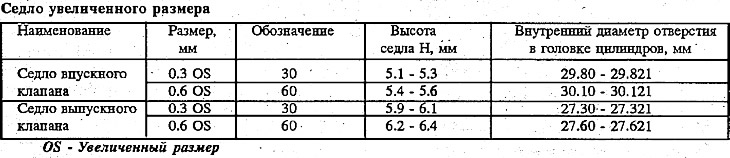
2. Пасля выдалення сядла з дапамогай разгорткі ці фрэзы апрацуйце адтуліну пад сядло. Апрацоўку праводзіце да пазначанага ў табліцы памеру.
3. Нагрэйце галоўку блока цыліндраў да тэмпературы каля 250°З і запрасуйце сядло павялічанага памеру. Перад усталёўкай сядло павялічанага памеру павінна мець звычайную пакаёвую тэмпературу. Пасля ўсталёўкі новага сядла апрацуйце яго паверхню. Парадак замены ўтулкі клапана.
Парадак замены ўтулкі клапана, а таксама ўстаноўкі клапанаў такі ж, як і для рухавікоў з адным распредвалом (гл. адпаведны раздзел вышэй у гэтым раздзеле).