
2. С помощта на скрепер почистете контактната повърхност на главата на цилиндровия блок от остатъците от облицовката.
3. Почистете отворите на болтовете от нагар и грес със сгъстен въздух.
4. С помощта на скрепер почистете контактната повърхност на цилиндровия блок от остатъците от уплътнението.
5. Почистете повърхностите на горивната камера от въглеродни отлагания с метална четка.
6. С помощта на мека четка и разтворител почистете напълно главата на цилиндъра.
7. Използвайте скрепер, за да отстраните въглеродните отлагания от главите на клапаните. С помощта на телена четка почистете добре вентилите.
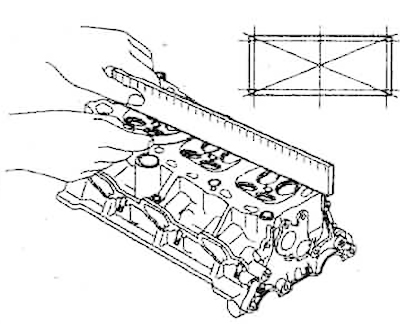
8. С помощта на линийка и щуп проверете главата на цилиндъра за изкривяване чрез измерване в посоките, показани на фигурата. Стандартна неравност на контактната повърхност на главата на цилиндъра: по-малко от 0,03 mm, максимално допустимата стойност на неравност: 0,06 mm.
9. Проверете горивните камери, входните и изходните канали, контактната повърхност за пукнатини. Ако се открият пукнатини, сменете главата на цилиндъра.
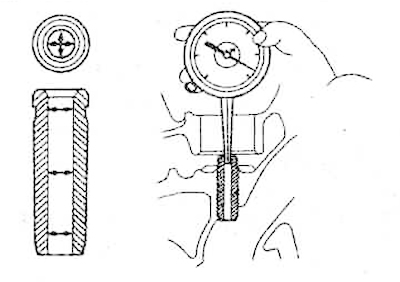
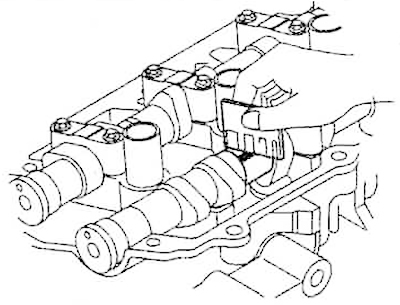
10. Като използвате манометър, измерете вътрешния диаметър на водачите на клапаните на местата, показани на фигурата.
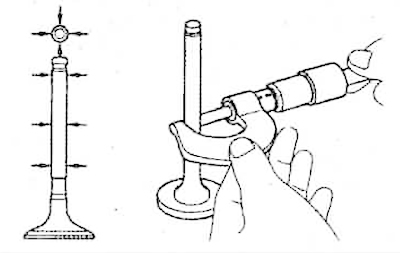
11. С помощта на микрометър измерете диаметъра на стеблото на клапана на местата, показани на фигурата.
12. Като извадите диаметъра на стеблото на клапана в съответната точка от вътрешния диаметър на водещата втулка, определете количеството хлабина между водещата втулка и клапана.
Номинална хлабина между водещата втулка и клапана:
- Вход: 0,020-0,050 mm;
- Градуировка: 0.030-0.065 мм.
Максимално допустимо разстояние между водещата втулка и клапана:
- Вход: 0,1 мм;
- Градуировка: 0,13 мм.
Ако хлабината надвишава ограничението, сменете клапана и водача на клапана.
13. Измерете ъгъла на фаската на вентила. Проверете степента на износване на фаската на клапана и, ако е необходимо, сменете клапана с нов.
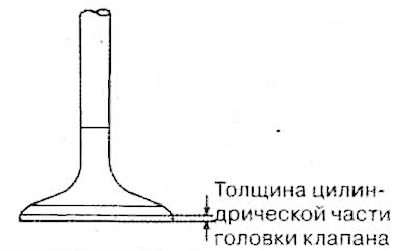
14. Измерете дебелината на главата на клапана. Стандартна дебелина на главата на клапана:
- Всмукателен отвор: 1.0mm;
- Ауспух: 1.3 мм.
Максимално допустима дебелина на главата на клапана:
- Вход: 0,5 мм;
- Ауспух: 0.8мм.
Ако дебелината на цилиндричната част на главата на клапана е по-малка от максимално допустимата, сменете вентила с нов.
15. Проверете износването на стеблото на клапана, сменете го, ако е необходимо. -
16. Проверете леглото на клапана за признаци на прегряване. Проверете плътността на седлото на клапана. Сменете седалката на клапана, ако е необходимо.
17. Преди повторно пробиване на леглото на клапана, проверете водача на клапана за износване. Сменете водещата втулка, ако е необходимо. Разпробиването на леглата на клапаните се извършва на шлифовъчни машини, както и с райбери. Размерите на седлото на клапана в този случай трябва да съответстват на номиналните и да осигуряват плътно прилягане на клапана.
18. С помощта на квадрат проверете вертикалното отклонение на всяка клапанна пружина. Ако отклонението от вертикалата е повече от 3°, сменете пружината.
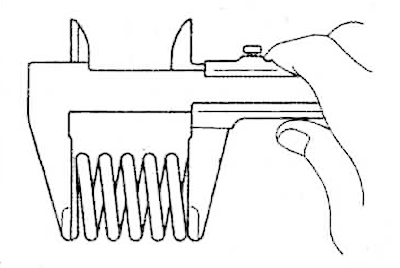
19. Проверете свободната дължина на пружината. Сменете пружините, които не са с правилната дължина (42,5 мм).
20. С помощта на микрометър измерете височината на гърбиците на всмукателния и изпускателния разпределителен вал. Стандартната стойност за височината на всмукателните и изпускателните клапани: 43,95 - 44,15 мм. Ако височината на някоя от гърбиците е по-малка от минималната граница, разпределителният вал трябва да се смени.
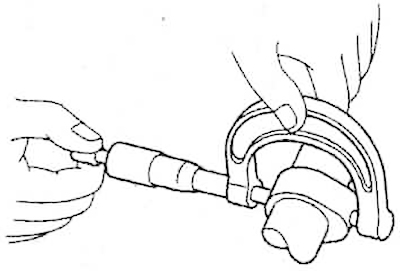
21. С помощта на микрометър измерете диаметрите на шийките на лагерите на разпределителния вал. Номинален диаметър на лагерните шийки на разпределителния вал: 25.964 - 25.980 мм. Ако диаметърът на лагерните шийки не съответства на номиналния диаметър, проверете хлабината между лагерните шийки и лагерите.
22. Проверете опорните лагери за разслояване и износване. При повреда на лагера лагерните капачки се сменят заедно с цилиндровата глава.
23. Проверете хлабината между шийките на разпределителния вал и лагерите. За това:
- 1) Почистете лагерните капачки и лагерните шийки.
- 2) Поставете разпределителния вал в главата на цилиндъра.
- 3) Поставете калибриран пластмасов габарит по протежение на шийката на лагера на разпределителния вал.
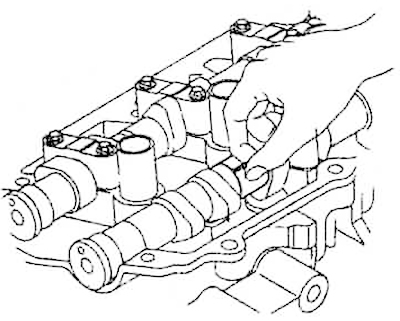
4) Монтирайте капака на лагера.

5) Отстранете капака на лагера.
6) Определете разстоянието между корпуса на лагера и шийката на лагера на разпределителния вал по ширината на най-сплеснатата част на проводника, като използвате скалата, отпечатана върху опаковката на проводника. Ако празнината надвишава ограничението, сменете разпределителния вал. Ако е необходимо, сменете лагерните капачки заедно с главата на цилиндъра.
7) Отстранете остатъците от калибрирания проводник.
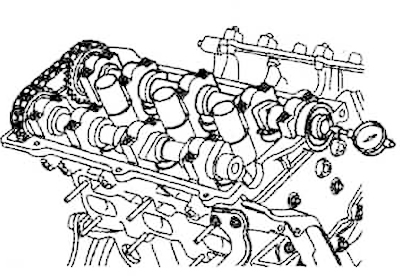
24. Инсталирайте циферблата, както е показано. Измерете крайния луфт на разпределителния вал, като го движите напред-назад по главата на цилиндъра. Номинална аксиална хлабина: 0,1-0,15 мм. Ако аксиалната хлабина надвишава горната граница, сменете разпределителния вал. Ако е необходимо, сменете лагерните капачки заедно с главата на цилиндъра.
25. Отстранете разпределителния вал от главата на цилиндъра.