
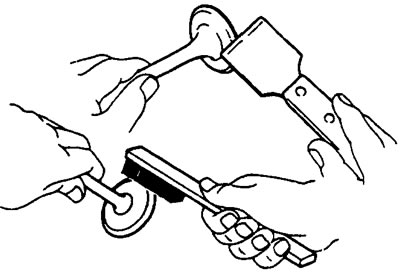
- а) Проворачивая коленчатый вал, последовательно установите поршни в ВМТ. Скребком очистите поверхности днищ поршней от углеродных отложений.
- б) Скребком снимите остатки прокладки головки блока с поверхности блока цилиндров.
- в) Сжатым воздухом удалите углеродные отложения и остатки прокладки головки блока из отверстий под болты.
Примечание: используя сжатый воздух, опасайтесь попадания в глаза частиц грязи.
2. Очистите головку блока цилиндров.
- а) Очистите поверхность головки блока от остатков прокладки головки блока.
Примечание: будьте осторожны, чтобы не повредить поверхность головки блока, сопрягаемую с прокладкой.
- б) Проволочной щеткой удалите углеродные отложения со стенок впускных и выпускных каналов.
Примечание: будьте осторожны, не поцарапайте поверхность седел клапанов.
- в) При помощи щетки и растворителя очистите все направляющие втулки клапанов.
- г) Мягкой щеткой промойте головку блока цилиндров в растворителе.
3. Проверьте головку блока цилиндров.
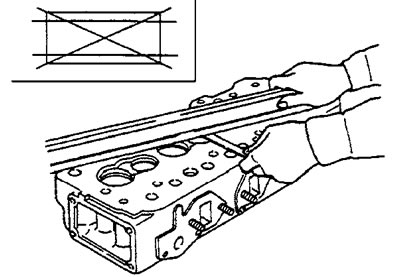
- а) Прецизионной линейкой и плоским щупом, как показано на рисунке, проверьте неплоскостность поверхности головки блока цилиндров.
Неплоскостность поверхности головки блока цилиндров:
- номинальная:
- 4D33, 4D34-T4, 4D35, 4D36 — 0,05 мм
- D4AF, D4AK, D4AE — 0,07 мм
- максимально допустимая — 0,20 мм
Высота головки блока цилиндров:
- номинальная — 94,9-95,1 мм
- минимально допустимая — 94,6 мм
Если величина неплоскостности превышает максимально допустимую, замените головку блока цилиндров или отшлифуйте ее. Если высота головки блока цилиндров не соответствует минимально допустимой, замените ее.
- б) Используя проникающий краситель, проверьте наличие трещин в камерах сгорания, впускных и выпускных каналах и на поверхности газового стыка. При наличии трещин замените головку блока цилиндров или заварите ее (с последующей шлифовкой).
4. Очистите клапаны.
- а) Скребком снимите налет углеродистых отложений с тарелки клапана.
- б) Щеткой окончательно очистите клапан.
5. Проверьте стержни клапанов и направляющие втулки.
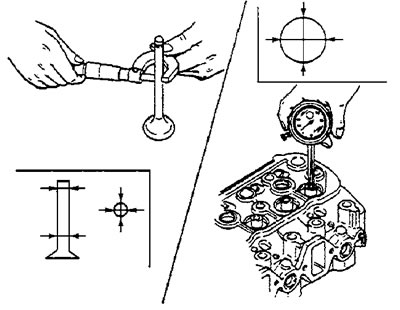
- а) Измерьте внутренний диаметр направляющих втулок клапанов.
- б) Микрометром измерьте диаметр стержня клапана.
Диаметр стержня клапана:
- номинальный:
- впускной — 8,96-8,97 мм
- выпускной — 8,93-8,94 мм
- максимальный — 8,85 мм
- в) По разности измерений диаметра стержня клапана и внутреннего диаметра направляющей втулки найдите зазор между стержнем клапана и его направляющей.
- номинальный зазор:
- впускной клапан — 0,04-0,06 мм
- выпускной клапан — 0,07-0,10 мм
- максимальный зазор:
- впускной клапан — 0,15 мм
- выпускной клапан — 0,20 мм
Если зазор больше максимального -замените клапан и направляющую втулку.
6. Замените направляющие втулки клапанов (при необходимости).
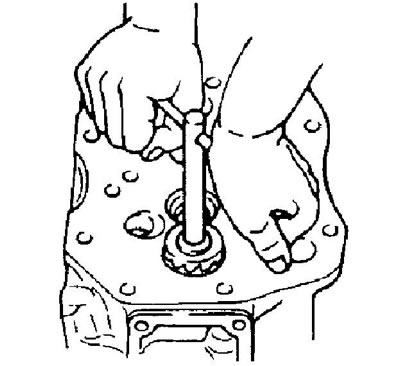
- а) При помощи оправки выпрессуйте втулку.
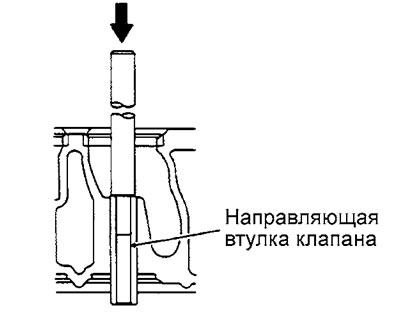
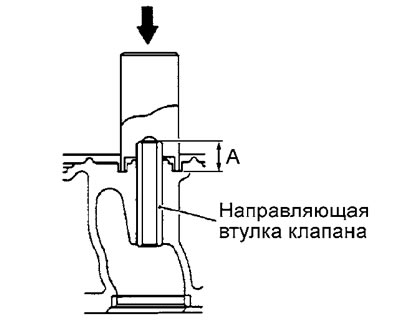
- б) При помощи оправки запрессуйте новую втулку в головку блока цилиндров. При этом необходимо обеспечить размер "А" выступания втулки из головки блока цилиндров.
Величина выступания "А" втулки:
- 4D33, 4D34-T4, 4D35, 4D36 — 10 мм
- D4AF, D4AK, D4AE — 18 мм
Примечание: направляющая втулка выпускного клапана длиннее, чем впускного.
7. Проверьте и притрите клапаны.
- а) Прошлифуйте клапаны до устранения следов нагара и царапин.
- б) Убедитесь, что притертая фаска клапана образует угол "А"=45°±1,5' относительно плоскости, перпендикулярной оси стержня.
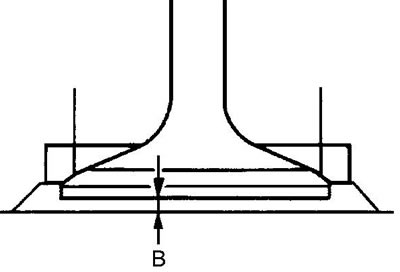
- в) Проверьте толщину "В" тарелки клапана.
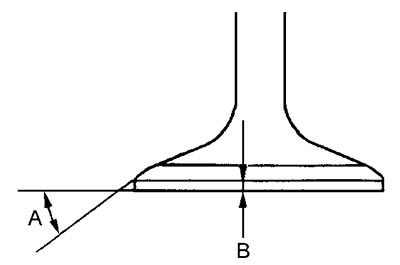
Толщина тарелки клапана:
- номинальная — 1,5 мм
- минимальная — 1,2 мм
Если толщина тарелки меньше минимальной - перешлифуйте или замените клапан.
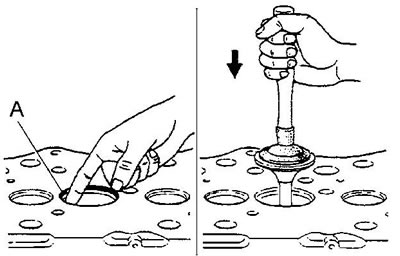
8. Проверьте правильность посадки клапана в седло.
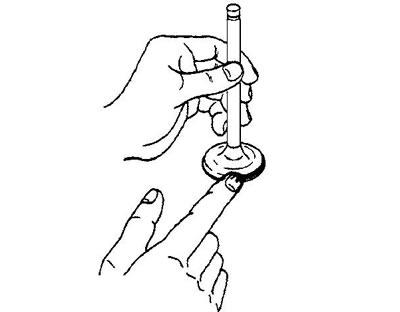
- а) Нанесите тонкий слой белил на фаску клапана.
- б) При помощи спецприспособления прижмите один раз клапан к седлу клапана. Не вращайте клапан. Уберите клапан и осмотрите седло и фаску клапана.
Примечание:
- Проводите данную проверку после того, как проверены клапаны и направляющие клапанов.
- При проверке пятна контакта убедитесь, что клапан не проворачивается, когда он прижат к седлу.
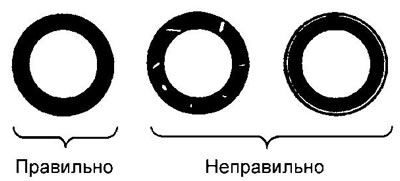
- Если краска остается по всей окружности (360°) фаски клапана, то клапан концентричен. В противном случае замените клапан.
- Если краска проявляется по всей окружности (360°) седла клапана, направляющая (втулка) клапана и седло клапана концентричны. В противном случае перешлифуйте фаску.
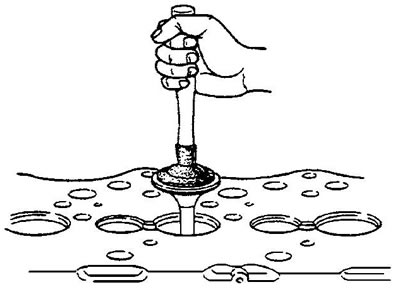
9. Притрите клапан к седлу.
- а) Нанесите притирочную пасту на посадочную поверхность седла клапана.
Примечание:
- Не допускайте попадания притирочной пасты на стержень клапана.
- Сначала используйте среднезернистую пасту (зернистость 120-150), а затем пасту для тонкой притирки (зернистость свыше 200).
- Для равномерного нанесения притирочной пасты следует использовать смесь пасты с небольшим количеством моторного масла.
- б) Несколько раз ударом прижмите клапан к седлу, понемногу поворачивая клапан с помощью специального приспособления.
- в) Смойте притирочную пасту керосином или маслом.
- г) Нанесите тонкий слой моторного масла на контактную поверхность седла клапана.
- д) Проверьте пятно контакта клапана с седлом.
- е) При необходимости восстановите или замените седло клапана.
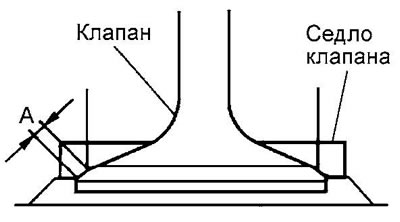
10. Проверьте седло клапана.
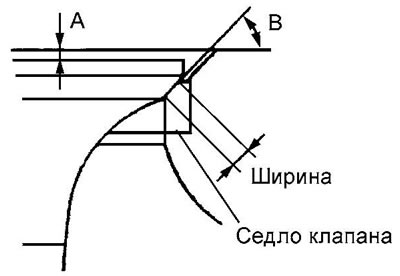
- а) Проверьте ширину "А" фаски клапана.
4D33, 4D34-T4, 4D35, 4D36:
Номинальная ширина фаски клапана:
- впускной клапан:
- 4D33, 4D35 — 2,0+0,2 мм
- 4D34-T4, 4D36 — 2,8+0,2 мм
- выпускной клапан 2,0+0,2 мм
Максимальная ширина фаски клапана:
- впускной клапан:
- 4D33, 4D35 — 2,8 мм
- 4D34-T4, 4D36 — 3,6 мм
- выпускной клапан — 2,8 мм
D4AF, D4AK, D4AE:
- номинальная ширина фаски клапана — 1,8-2,2 мм
- максимальная ширина фаски клапана — 2,8 мм
Если ширина фаски превышает указанные значения, то замените или отремонтируйте детали.
Примечание: если заменяется седло клапана, замените и сам клапан.
- б) Проверьте расстояние от тарелки клапана до поверхности головки блока цилиндров "В".
4D33, 4D34-T4, 4D35, 4D36:
Расстояние от тарелки клапана до нижней плоскости головки цилиндров:
- впускной клапан:
- номинальное — 0,75-1,25 мм
- предельно допустимое — 1,5 мм
- выпускной клапан:
- номинальное — 0,95-1,45 мм
- предельно допустимое — 1,7 мм
D4AF, D4AK, D4AE:
Расстояние от тарелки клапана до нижней плоскости головки цилиндров:
- номинальное — 0,75-1,25 мм
- предельно допустимое — 1,5 мм
Если расстояние от тарелки клапана до поверхности головки блока цилиндров "В" больше нормы, то отремонтируйте или замените седло клапана.
Примечание: убедитесь, что в результате ремонта расстояние "В" не превышает предельного значения.
11. Очистите и откорректируйте седла клапанов.
- а) Фрезой прошлифуйте седла клапанов, сняв минимальный слой металла только для очистки рабочих фасок сёдел. После чего поместите наждачную бумагу "№400" между седлом клапана и фрезой и окончательно обработайте седло.
- б) Используя фрезы с углом конуса 15° или 75° откорректируйте фаску седла клапана.
- в) Вручную притрите клапан к седлу с использованием абразивной пасты.
- г) После притирки промойте клапан, седло клапана и направляющую втулку клапана.
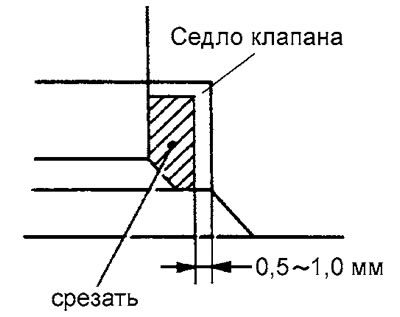
12. Замените седло клапана (при необходимости).
- а) Седло клапана установлено методом холодной запрессовки.
- б) Срежьте указанную часть седла и выбейте остаток седла при нормальной температуре.
- в) Убедитесь, что диаметр отверстия седла в головке блока соответствует норме.
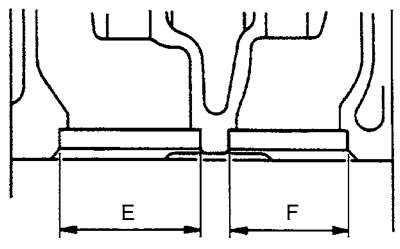
Диаметр отверстия под село клапана:
- 4D33, 35:
- впускной клапан "Е" — 49+0,03 мм
- выпускной клапан "F" — 42+0,025 мм
- 4D34-T4, 36, D4AF, D4AK, D4AE:
- впускной клапан "Е" — 46+0,025 мм
- выпускной клапан "F" — 39+0,025 мм
- г) Охладите седло в жидком азоте, затем с помощью оправки установите седло клапана в головку блока.
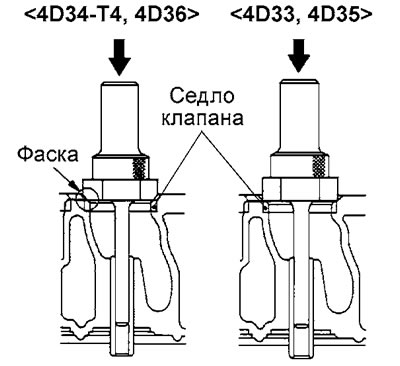
Примечание: на двигателях 4D34-T4, 4D36 при установке седла клапана установите оправку так, чтобы сторона с фаской была обращена к седлу.
- д) После установки седла притрите клапан.
13. Замените направляющую втулку рубашки охлаждения (в случае необходимости).
- а) Извлеките направляющую втулку рубашки охлаждения из головки цилиндров.
- б) Установите новую направляющую втулку рубашки охлаждения в головку блока цилиндров на соответствующую глубину так, чтобы выемка "А" на втулке была направлена, как показано стрелкой на рисунке.
Примечание: на двигатель 4D36 устанавливается два типа направляющих втулок, не перепутайте их при установке.
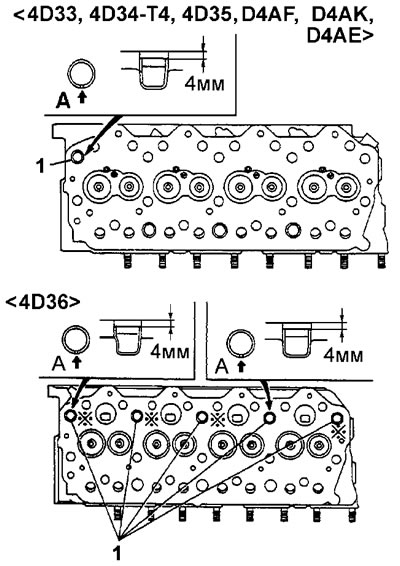
1 - направляющая втулка рубашки охлаждения
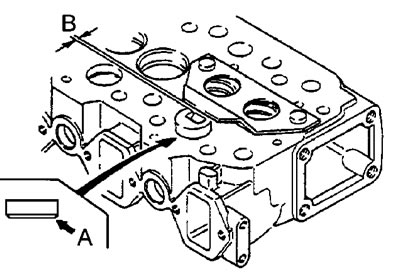
14. (4D36) Замените вставки камеры сгорания.
- а) Выбейте вставку камеры сгорания.
- б) Установите новую вставку камеры сгорания таким образом, чтобы поверхность "А" оказалась в плотном контакте с головкой блока цилиндров.
- в) Запрессуйте вставку камеры сгорания в головку цилиндров таким образом, чтобы прямоугольный вырез вставки камеры сгорания был параллелен спецприспособлению "В".
15. Проверьте пружины клапанов.
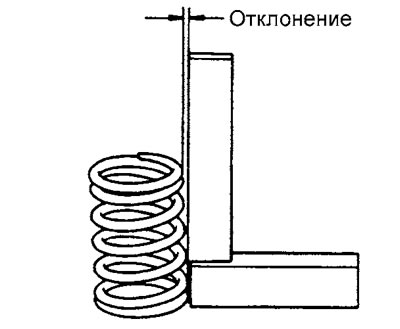
- а) Используя металлический угольник (90°) проверьте неперпендикулярность пружины клапана.
Максимально допустимая неперпендикулярность:
- наружная пружина — 2,5 мм
- внутренняя пружина — 2,0 мм
Если отклонение больше максимально допустимого, замените пружину клапана.
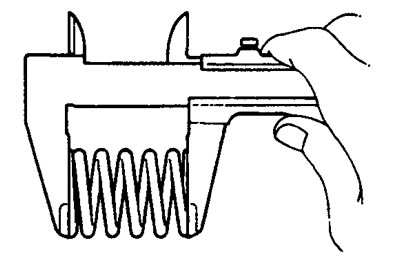
- б) Штангенциркулем измерьте длины пружин в свободном состоянии.
Длина пружины клапана:
- наружная — 60,84-57,80 мм
- внутренняя — 55,07-52,10 мм
Если длина отличается от указанной, замените пружину.
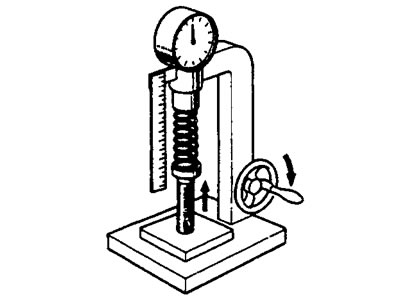
- в) Тестером для проверки пружин, измерьте усилие, необходимое для сжатия пружины до установочной длины.
- Сила упругости внутренней пружины при длине 40,3 мм — 95±4,5 Н
- Сила упругости наружной пружины при длине 47,25 мм — 245-12 Н
Если усилие выходит за указанные пределы, замените пружину клапана.
16. Проверьте ось коромысел и коромысла.
- а) Проверьте контактную поверхность коромысла с клапаном на износ. Если поверхность контакта изношена, замените коромысло.
- б) Убедитесь, что коромысло клапана свободно и без заеданий вращается на оси. Если есть заедание или значительное перемещение коромысла, снимите коромысла и проверьте зазор между коромыслом и осью.
- в) Разберите ось коромысел, отвернув установочные болты (см. сборочный рисунок).
Примечание: расположите детали в порядке снятия.
- г) Измерьте внутренний диаметр втулки коромысла.
- д) Измерьте диаметр оси коромысел в местах установки коромысел.
- е) Вычислите масляный зазор между коромыслом и осью путем вычитания измеренных значений диаметра оси из внутреннего диаметра втулки коромысла.
Масляный зазор:
- номинальный:
- 4D33, 4D34-T4, 4D35, 4D36 — 0,06-0,11 мм
- D4AF, D4AK, D4AE — 0,01-0,08 мм
- максимально допустимый — 0,2 мм
Если зазор больше максимально допустимого, замените ось коромысел и коромысло.
- ж) Соберите ось коромысел, как показано на рисунке.
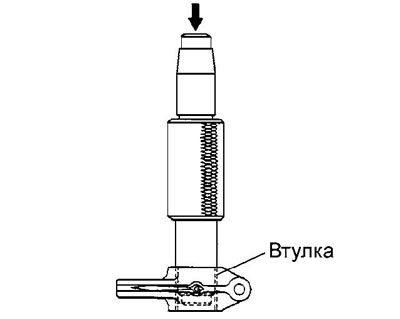
17. При необходимости замените втулку коромысла.
- а) При помощи оправки и пресса извлеките вкладыш коромысла.
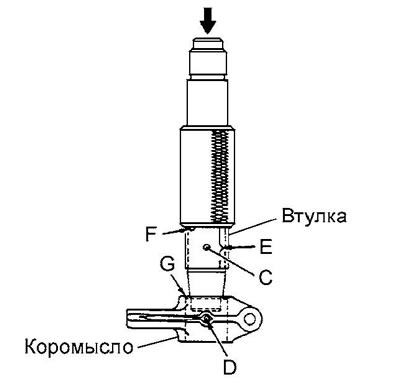
- б) Установите новую втулку коромысла.
- Совместите масляный канал "С" втулки и масляный канал "D" коромысла.
- Расположите оправку так, чтобы шов "Е" и желобок "F" были расположены как показано на рисунке.
- Запрессовку производите со стороны плоскости "G" коромысла.
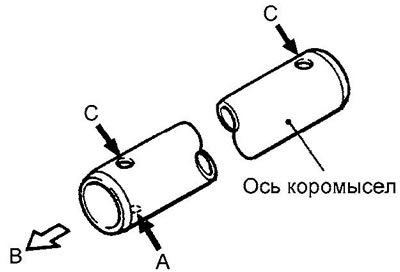
- в) Установите ось коромысел так, чтобы отверстие для прохода масла "А" было расположено со стороны "В". "С" - отверстия для установки болтов крепления.
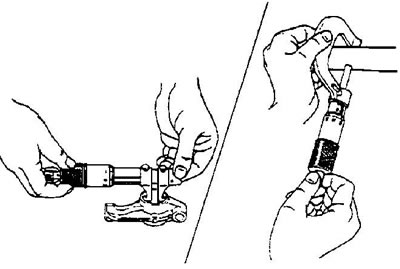
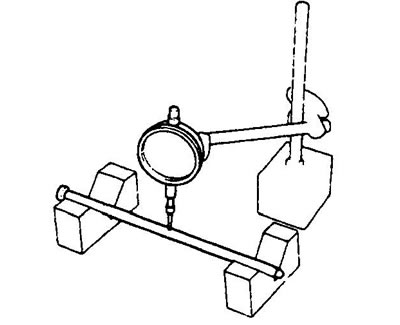
18. Проверьте штанги.
- а) Уложите штангу на призмы.
- б) Стрелочным индикатором проверьте биение штанги в средней части. Максимальное биение — 0,40 мм. Если биение большее максимального, замените штангу.
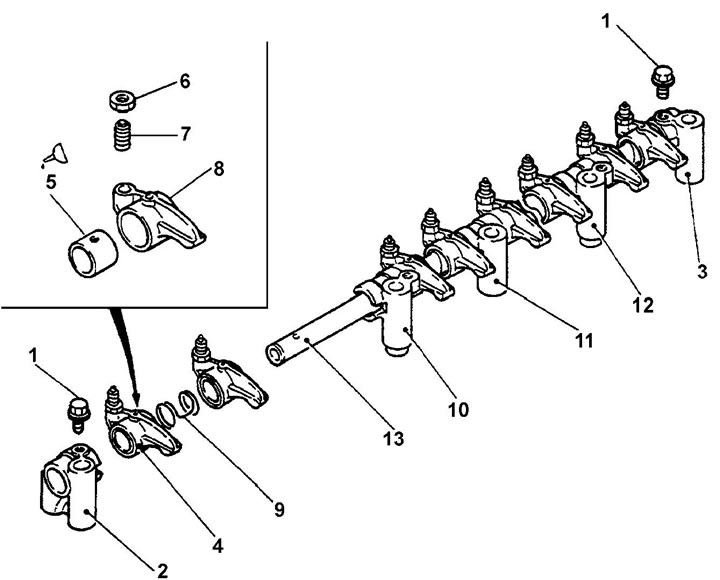
Разборка и сборка оси коромысел. 1 - установочный болт, 2, 3, 10, 11, 12 - стойка оси коромысел, 4 - коромысло в сборе, 5 - втулка коромысла, 6 - стопорная гайка, 7 - регулировочный винт, 8 - коромысло, 9 - пружина оси коромысел, 13 - ось коромысел.